Hliníkové tyče Linsy se vyrábějí přísně kontrolovaným procesem, který zajišťuje optimální kvalitu pro extruzi. Počínaje tavením a rafinací v Tavicí pec, kov se odlévá na Platforma pro odlévání s horkým topem k vytvoření zdravých ingotů. Po Homogenizace a přípravu povrchu pomocí Plně automatický skalpovací stroj, sochory jsou zpracovávány výkonným Extruzní lis (630 tun nebo více) pro dosažení přesných profilů a vynikající struktury materiálu.
1. Tavení a počáteční čištění
Proces začíná tavením hliníkového šrotu a primárních ingotů v Tavicí pec aby se vytvořila roztavená lázeň. Následuje klíčový Rafinace krok, ve kterém se zavádějí tavidla a inertní plyny (jako je argon nebo chlor) k odstranění nekovových vměstků a vodíku, čímž se zajišťuje chemická čistota slitiny.
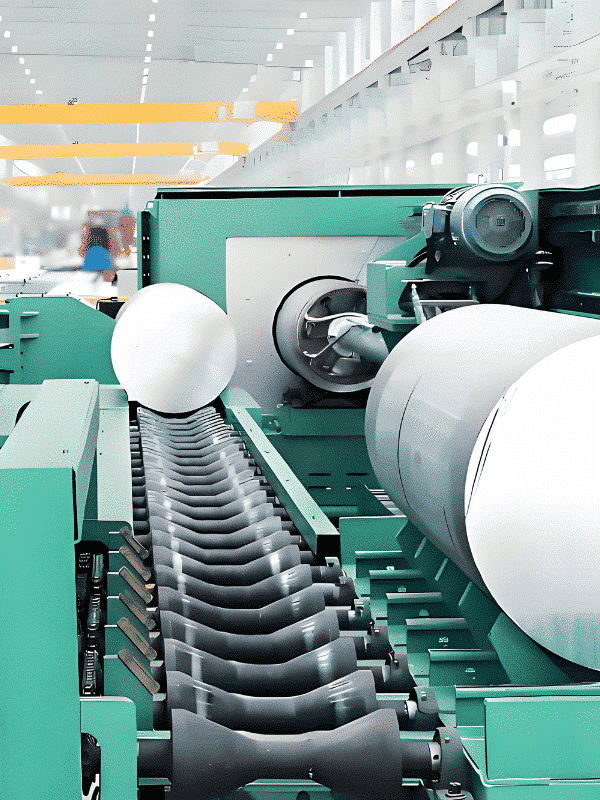
2. Lití za tepla s přímým chlazením
Rafinovaný roztavený kov se přenese do Platforma pro odlévání s horkým vrškem. Tento systém využívá technologii odlévání za tepla s přímým chilli (DC) se specializovanou formou s “horkým vrškem” k výrobě pevných, hustých válcových hliníkových ingotů (ingotů). Tato metoda minimalizuje povrchové vady a vnitřní pnutí, které jsou zásadní pro vysoce kvalitní extruzi.
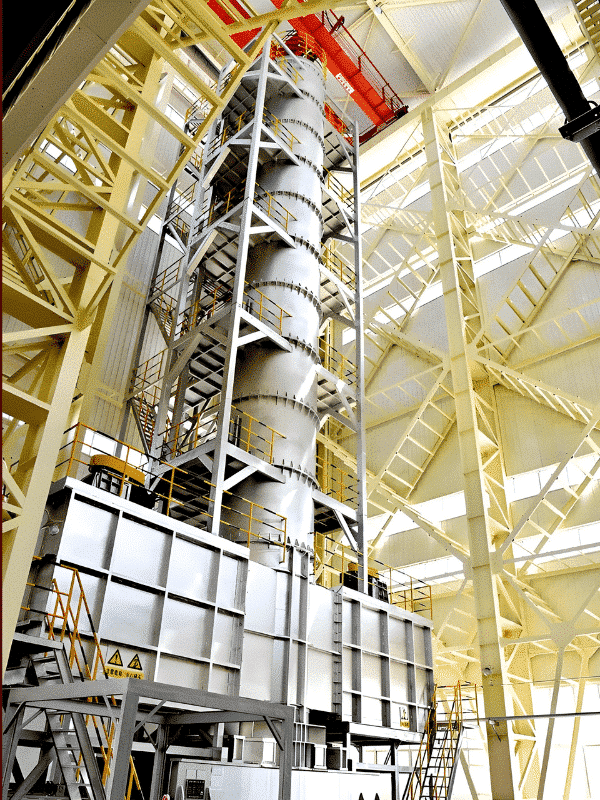
3. Homogenizace mikrostruktury
Nově odlité sochory podléhají Homogenizační úprava v kontrolovaném Homogenizační pec. Tento krok tepelného zpracování za vysoké teploty je nezbytný pro rozpuštění a rovnoměrné rozložení legujících prvků v celém polotovaru, stabilizaci mikrostruktury a výrazné zlepšení plasticity materiálu a jeho reakce na následné vytlačování.
4. Ošetření a příprava povrchu
Povrchová vrstva odlitého polotovaru, která často obsahuje drobné nedokonalosti nebo oxidové vrstvy, se odstraňuje pomocí Plně automatický skalpovací stroj. Tento proces zajišťuje čistý, hladký a konzistentní povrch a zabraňuje vnikání nečistot do profilu během procesu vysokotlaké extruze.
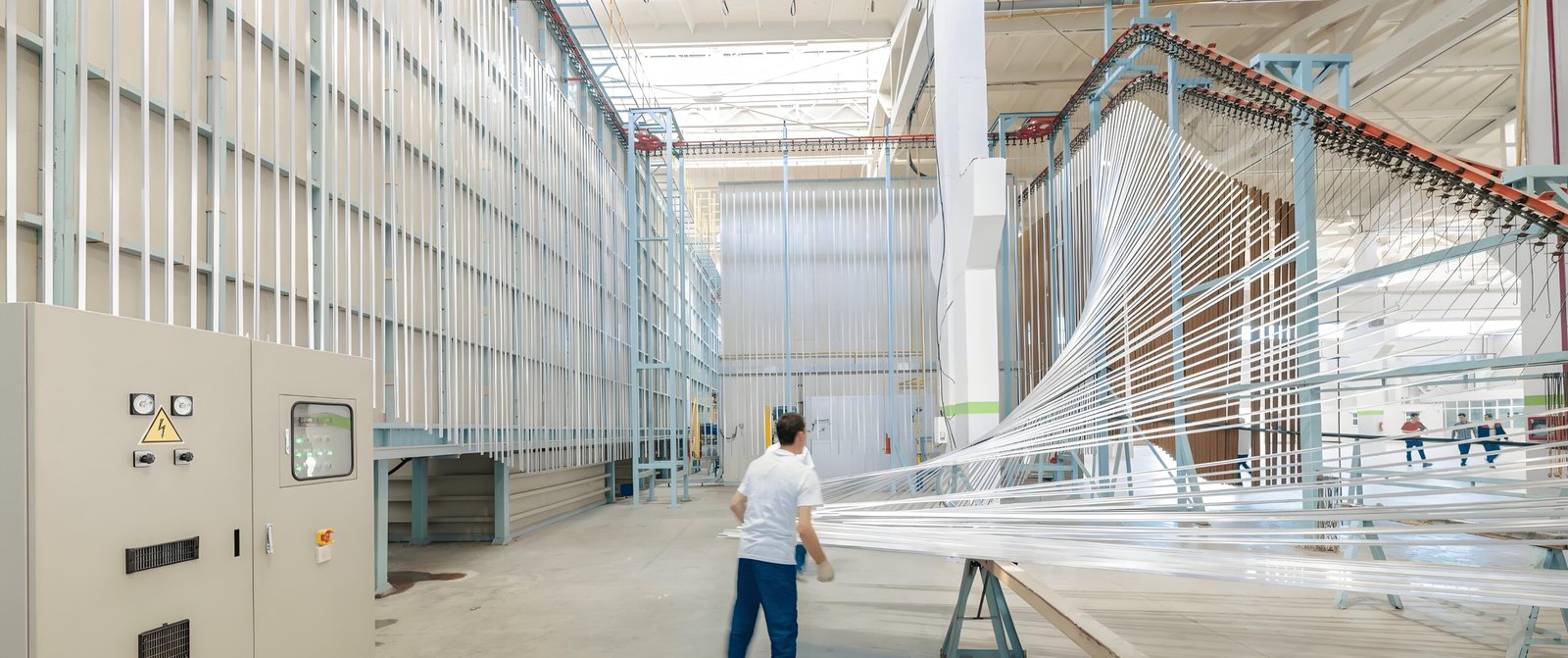
5. Přesné profilové vytlačování
Připravený polotovar se zahřeje a protlačí tvarovanou matricí pomocí výkonného Extruzní lis (630 tun nebo více). Tento proces tváření za vysokého tlaku transformuje válcový polotovar do požadovaného profilu (tyč, tyč nebo složitý tvar), což zajišťuje vynikající povrchovou úpravu, přesné rozměrové tolerance a mechanickou pevnost.
6. Přesné řezání s pevnou délkou
Jakmile extrudovaný profil vychladne a natáhne se (volitelný krok pro popouštění), nařeže se na požadovaný tvar. Pevná délka s využitím vysoké rychlosti a přesnosti Pily. Díky tomu je zajištěno, že každá hliníková tyč nebo profil splňuje přesné rozměrové specifikace požadované pro výrobu a výrobní linky zákazníka.
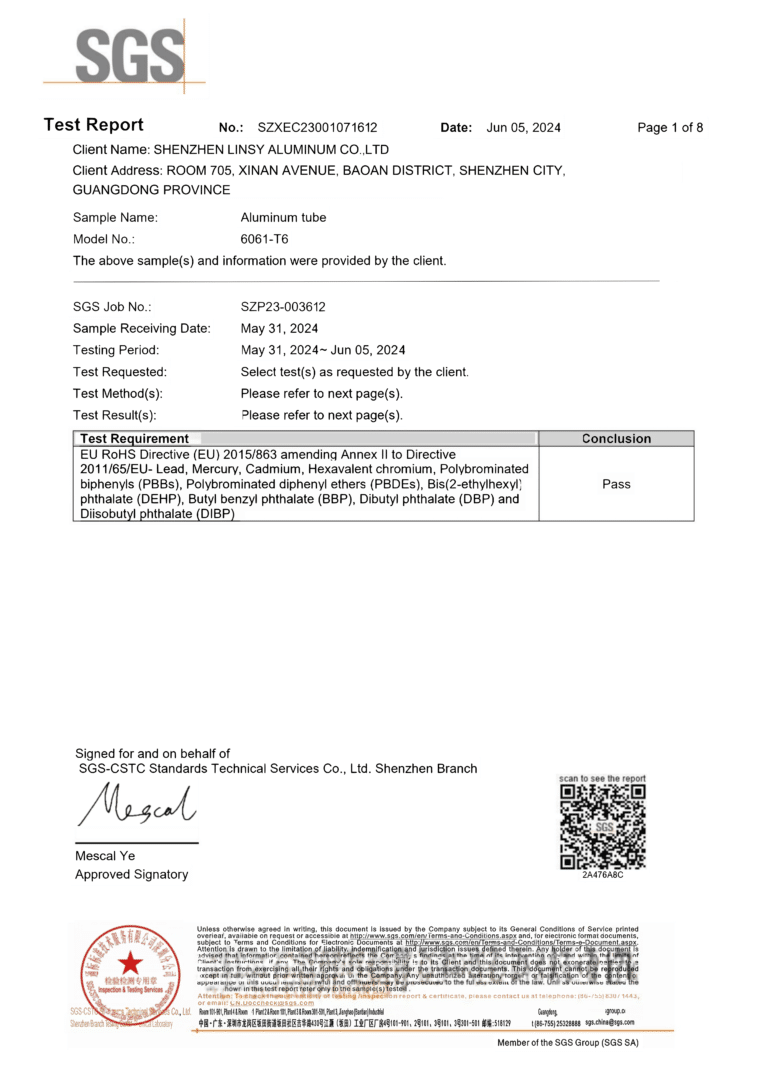
Certifikace
Společnost Linsy Alu. úspěšně získala certifikace ISO 9001, ISO 14001, SGS a OHSAS 1800, aby zajistila nejvyšší kvalitu pro naše zákazníky.