🔍 このガイドで学べる内容
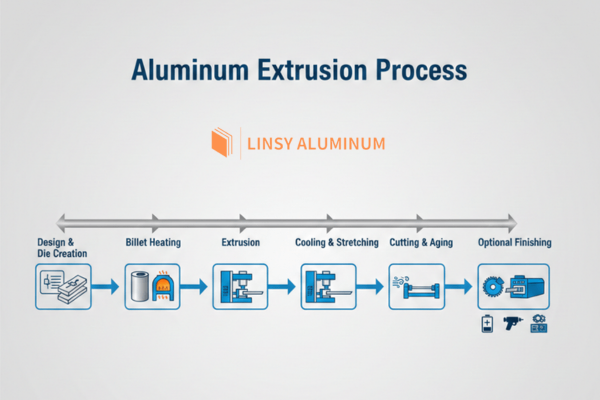
- ✅ アルミニウム押出成形の仕組み – 加熱されたアルミニウムビレットの加熱 → 金型成形 → 冷却/延伸 → 切断・時効処理 → オプション仕上げ(陽極酸化処理、CNC加工など)。.
- ✅ 使用箇所 – 産業用フレーム、EVバッテリートレイ、LEDヒートシンク、窓システム、家具、モジュラーTスロット構造。.
-
- 2020 (20×20 mm) – 軽作業用DIY・試作品
- 3030 / 4040 – 自動化フレーム、機械ベース
- 8020 (80×20 mm) – 重工業用プラットフォーム
✅ 在庫品および特注品として人気のTスロットサイズ:
-
- 完全な社内サービス:設計レビュー → 押出加工 → 精密切断 → CNC加工 → 陽極酸化処理/粉体塗装
- ミルテストレポート付き認定6061/6063合金
- 無料サンプル+カスタムプロファイル向けデザインサポート
- 1つのサプライヤー=リードタイム短縮、トラブル軽減
✅ なぜリンジーを選ぶのか?
標準的な4040プロファイルからカスタムヒートシンクまで、素材のビレットから完成品まで一貫して提供します。.
はじめに
アルミニウム押出成形 アルミニウム押出成形は、アルミニウム合金を特定の断面形状を持つ製品に変換する汎用性の高い製造プロセスである。アルミニウム押出機は強力な機械であり、チューブから歯磨き粉を押し出すように、加熱されたアルミニウムを成形された開口部(ダイ)に強力なラムで押し込むことで動作する。材料は完璧に成形されたカスタムプロファイルとして排出され、その後所定の長さに切断される。この方法は、単純なアングルやチューブから、特殊用途向けの複雑な嵌合形状に至るまで、幅広い部品の製造に不可欠である。.

アルミニウム押出成形プロセスの理解
アルミニウム押出成形は、円筒形のアルミニウムビレット(通常は6063や6061などの合金製)を400~500℃まで加熱し、溶融せずに軟化させることから始まる。加熱されたビレットは油圧ラムによって、特殊形状の開口部を持つ精密鋼製ダイスに押し込まれる。 アルミニウムがダイを通過する際に、ダイキャビティの正確な断面形状を再現し、その圧力は容器壁によって保持される。連続的に押出されたプロファイルは冷却(通常は空気または水による急冷)され、内部応力を除去するために延伸され、最後に所定の長さに切断される。 熱処理(例:T5またはT6調質)や表面処理(例:陽極酸化処理や粉体塗装)などのオプション工程を追加することで、機械的特性や外観を向上させることが可能です。.
アルミニウム押出成形製造における主要工程
1. 設計・金型製作
アイデアから精密工具へ
すべての押出成形は、あなたの 2D断面図—単純なTスロットであれ、フィンや溝を備えた複雑な放熱器であれ。当社のエンジニアリングチームが設計を審査します。 押出性壁厚の均一性、コーナー半径、対称性、公差の実現可能性。欠陥防止と金型コスト削減のため、最適化策(例:抜き勾配の追加や薄肉部分の補強)を提案します。.
次に、CNC加工機で加工します。 高強度H13鋼金型 あなたのプロファイルに正確に合致するダイスです。このダイスは押出成形品の1メートルごとに形状を決定する「型」であり、その品質は表面仕上げ、寸法精度、生産速度に直接影響します。.
📌 なぜそれがあなたにとって重要なのか設計の優れた金型=不良品の減少、生産速度の向上、部品単価の低減。.
🖼️ 視覚的示唆並列画像 — 顧客スケッチ vs. 最終金型 vs. 押出成形プロファイル。.
2. ビレット加熱
アルミの流動準備
円筒形のアルミニウムビレット(通常は表面仕上げ用の6063-T5または強度用の6061-T6)を誘導加熱炉またはガス炉に装入する。 ビレットは融点直下の400~500℃まで加熱され、柔らかく塑性状態に達する。この温度範囲により、特に鋭角部において金属が金型内で破断や亀裂を生じることなく滑らかに流動することが保証される。.
重要なことに、, 温度均一性 ビレット全体の温度がリアルタイムで監視される。低温すぎると→高圧と金型摩耗が発生し、高温すぎると→表面欠陥や粗大粒構造が生じる。.
📌 なぜそれがあなたにとって重要なのか均一な加熱=全長にわたる均一な機械的特性と表面品質。.
3. 押出
圧力下での成形
加熱されたビレットは押出プレスへ移送され、そこで強力な 油圧ラム(最大2,500トン以上) 固定された金型に押し込みます。アルミニウムが金型の開口部を流れ抜けると、正確な断面形状に合致した連続したプロファイルとして成形されます。.
押出速度、圧力、温度は厳密に制御される。複雑な形状の場合、我々は 間接押出または静水圧押出 摩擦を減らし、表面の完全性を向上させる。.
📌 なぜそれがあなたにとって重要なのか高圧精密成形により、複雑な形状を単一部品で実現—溶接や組み立てが不要です。.
4. 冷却とストレッチ
形状と安定性の固定
高温のプロファイルがプレスから排出されると、直ちに冷却される—— 強制送風 (6063などの標準合金の場合)または 水焼入れ (6061の場合、完全な強度を得るには急冷が必要)。この工程で微細組織が「凍結」される。.
次に、プロファイルは 伸展機 制御された張力を加える。これにより自然な曲率が矯正され、不均一な冷却によって生じる内部応力が緩和される。これは加工や組立時の厳しい公差維持に不可欠である。.
📌 なぜそれがあなたにとって重要なのか適切な冷却+引き伸ばし=後で反らない、真っ直ぐで安定した部品。.
5. 切断と熟成
寸法と強度の最終決定
冷却・矯正後、押出成形品は高精度鋸(公差±0.5mm)を用いて指定の長さに切断されます。.
多くの合金はその後、 熱老化:
- T5気性押出温度から冷却し人工時効処理 → 中程度の強度、良好な表面
- T6テンパー: 溶体化処理、焼入れ、その後時効処理 → 最大強度(6061で一般的)
この熱処理により、アルミニウムはその機械的特性を最大限に発揮できるようになり、降伏強度がしばしば倍増する。.
📌 なぜそれがあなたにとって重要なのか適切な熱処理は、設計過剰を避けつつ部品が構造要件を満たすことを保証します。.
6. オプション仕上げ
未加工プロファイルから使用可能な部品へ
押出成形品は現状のままお届けすることも、付加価値サービスで強化することも可能です:
- 陽極酸化処理耐食性を追加 + カラーバリエーション(ブラック、シルバー、ブロンズ)
- 粉体塗装耐久性に優れた装飾仕上げ、任意のRALカラーで対応可能
- CNC加工:精密な取付部のための穴あけ、タップ加工、フライス加工。効率向上のための間接押出成形などの技術を含む。.
- 組立: ファスナー、パネル、またはその他の部品との統合
📌 なぜそれがあなたにとって重要なのか: 入手する 完全に仕上げ済み、組み立て準備完了の部品—単なる原材料ではない。サプライチェーンの工程と人件費を削減する。.
リンシーでは、単にアルミニウムを押し出すだけでなく、お客様の構想から完成した機能部品に至るまで、包括的なソリューションを提供します。.
アルミ押出材で何ができるのか?
アルミニウム押出プロファイルは、標準設計とカスタム設計に分類されます。標準アルミニウム押出材には、アングル、チャンネル、丸形または角形チューブなどの一般的な形状が含まれ、強力な油圧プレスを用いて製造されることが多く、一般的な構造用途や仕上げ用途に広く使用されています。一方、カスタムプロファイルは、特定のユニークな用途向けに設計されます。.
アルミニウムの強度重量比、引張強度、耐食性、設計の柔軟性により、その可能性はほぼ無限大です。以下に、各産業が押出アルミニウムを活用する方法を紹介します:
- 🏭 産業用オートメーション・機械
ロボット作業セルから組立ラインのフレームまで、アルミニウム押出材は現代工場の基盤を形成する。Tスロットプロファイル(2020や4040など)は、機械ガード、安全囲い、作業ステーション、コンベア支持装置の迅速な工具不要組立を可能にし、ダウンタイムを削減し、容易な再構成を実現する。.

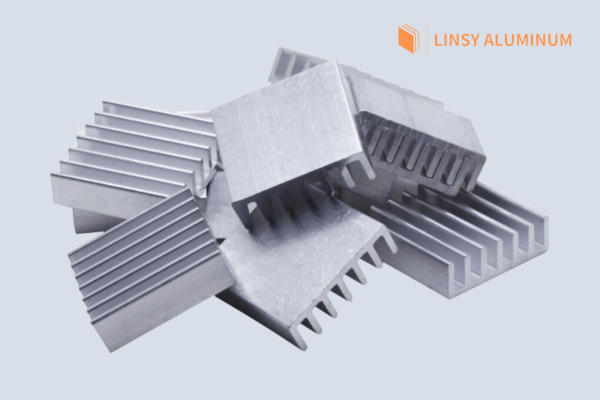
- 🔥 熱管理
アルミニウムの優れた熱伝導性は放熱に理想的である。複雑なフィン付きプロファイルが押出成形される。 LEDヒートシンク, 電源装置ハウジング, EV充電器モジュールそして サーバー冷却システム—すべて一体成型で、溶接や接着は不要です。.
- 🏗️ 建築・建設
建築物において、押出成形アルミニウムは性能と美観の両方を提供します。それは以下に使用されます: スライド式窓枠, カーテンウォールのマリオン, 天井グリッド, 手すりそして サンシェード. この素材は耐候性に優れ、陽極酸化処理や塗装仕上げを美しく施すことができ、何十年にもわたって最小限のメンテナンスで済みます。.

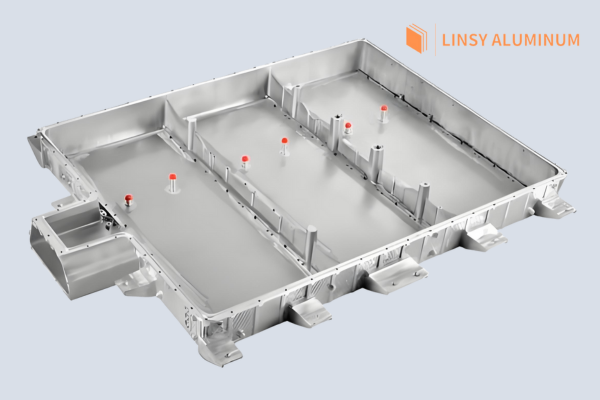
- 🚗 交通・電気自動車
軽量化=エネルギー効率化。これが自動車・鉄道産業が、電気自動車のバッテリートレイ、シャーシ補強材、内装トリム、シートフレーム、トラックボディパネルに軽量アルミニウム押出材を採用する理由です。多くのプロファイルは衝突安全性を最適化し、複合材料統合向けに設計されています。.
- 🛋️ 消費者向け製品および商業製品
洗練された小売ディスプレイから人間工学に基づいたオフィス家具、ホームジム機器に至るまで、押出成形アルミニウムはシャープなライン、構造的剛性、高級感を実現します。黒やブラッシュドシルバーなどの色で陽極酸化処理が可能であることから、高級消費財に好んで採用されています。.

- 🔩 モジュラーTスロットフレームシステム
そして、はい——私たちは専門としています T溝アルミプロファイル (例:2020、3030、4040、8020)。これらの標準化された押出材には、ボルト、ナット、ブラケットを取り付けるためのT字型スロットが一体成型されており、エンジニアやメイカーが組み立てを可能にします。 溶接や機械加工を伴わないカスタム構造. プロトタイピング、自動化治具、実験室設備、DIYプロジェクトに最適です。.
標準T溝アルミ押出材サイズ
標準メトリックシリーズを在庫し、カスタム押出加工いたします。取り扱い品目:

|
プロフィール |
寸法(mm) |
典型的な使用例 |
|---|---|---|
|
2020 |
20 × 20 |
軽量フレーム、DIYプロジェクト |
|
2040 |
20×40 |
垂直支持材、中荷重ラック |
|
3030 |
30 × 30 |
自動化エンクロージャー |
|
4040 |
40 × 40 |
CNC工作機械ベース、重荷重フレーム |
|
8020 |
80 × 20 |
大型機器シャーシ |
すべてのプロフィールには以下の特徴があります T溝 パネル、モーター、センサー、および付属品の取り付けを容易にするため—溶接不要。.
カスタムプロジェクトにおけるアルミ押出成形の長所と短所
アルミニウム押出成形は、設計の自由度、性能、コスト効率という強力な組み合わせを提供します。ただし、設計が製造プロセス能力と整合している場合に最も効果を発揮します。.
✅ 主な利点
- 複雑な形状を一体成型で溶接や組み立てなしで、チャネル、フィン、取付スロット、または中空部を一体化します。.
- 軽量でありながら強靭アルミニウムの高い強度重量比(鋼鉄の密度の約1/3)により、剛性を損なうことなくシステム重量を低減します。.
- 材料効率:プロファイルは押出材から長尺で押出成形され、所定の寸法に切断されるため、端材を最小限に抑える。.
- 優れた表面品質押出成形時の滑らかな表面仕上げは、陽極酸化処理、粉体塗装、または研磨に最適です。.
- 耐食性天然の酸化皮膜が固有の保護機能を提供し、表面処理によってさらに強化される。.
- 持続可能な100%は、特性を損なうことなく再生利用可能。.
- 大規模な高速生産金型が準備でき次第、短いサイクルタイムで大量生産を実現する。.
⚠️ 主な制限事項と設計上の考慮点
- 推奨均一肉厚壁厚の大きなばらつきは冷却の不均一を引き起こし、反りや残留応力を生じさせる。.
- 鋭い内角を避ける十分な半径(通常0.5~1.0mm以上)を使用し、完全な金属流動を確保するとともに金型の摩耗を低減する。.
- 中空形状は複雑性を増大させる:多キャビティまたは非対称中空形状には、膨大な圧力とより複雑(かつ高コスト)なマンドレル付き金型が必要となる。.
- 押出比は重要である大型ビレット(高比率>35:1)からの微細断面は、より高いプレストン数が必要となり、実現可能性を制限する可能性がある。.
- 厳しい公差 = 高いコスト標準押出公差(例:±0.1~0.3 mm)はほとんどの用途に適しています。より厳しい仕様には二次加工が必要です。.
アルミニウム押出加工のニーズにリンシーを選ぶ理由とは?
リンジーでは、私たちは組み合わせています 材料の専門知識 とともに 精密製造 サプライチェーンを簡素化するために:
- 材料管理: 当社は認証済み製品を供給します 6063-T5/T6および6061-T6合金, 押出成形と表面仕上げに最適化されています。.
- カスタム&標準プロファイル市販の2020 Tスロットから完全カスタムのヒートシンクまで、両方の対応が可能です。.
-
- 金型設計支援(押出金型設計を含む)
- 高精度切断(±0.5 mm)
- CNC穴あけ・タップ加工
- 陽極酸化処理と粉体塗装 (タイプIIおよびタイプIII)
社内能力:
- ワンストップサービス: アルミ素材、押出加工品、仕上げ加工品を単一供給元から一括発注—調整の手間が不要です。.
- グローバルコンプライアンスすべての資料には付随して ミルテストレポート(MTR) 国際基準を満たす。.
プロトタイプの構築から量産への拡大まで、あらゆる段階でお手伝いします 最初から正しく行う.
プロジェクトを始める準備はできていますか?
必要な場合は 高品質なアルミニウムプロファイル(標準品または特注品)を、確実なリードタイムと完全な仕上げサポートと共に提供します, リンジーはあなたの理想のパートナーです。.
👉 本日お問い合わせください for:
- 無料デザインレビュー
- サンプルプロフィール
- カスタム押出成形の見積もり
ビレットから完成品まで―私たちが支えます。.
結論
結論として、アルミ押出成形は特定のプロジェクトニーズに応じたカスタムプロファイルの製造を可能にする汎用性の高い製造プロセスです。この技術の複雑な側面を理解することで、プロジェクトに高品質な成果をもたらす情報に基づいた判断が可能となります。標準サイズやTスロットプロファイルを検討する場合でも、アルミ押出成形の利点と制限を慎重に比較検討することが不可欠です。 リンジーでは、お客様の設計ビジョンを確実に実現するため、このプロセスを効率的に進めるお手伝いに尽力しております。プロジェクト開始の準備が整いましたら、ぜひ本日より専門家による無料相談をご利用ください!
よくある質問
アルミニウム押出成形とは何か、またその仕組みは?
加熱されたアルミニウム(約450°C)は、油圧プレスを用いて特注の鋼製ダイスに押し出されます。歯磨き粉を絞り出すように、効率的なプレス加工を実現します。その結果? 指定の断面形状を正確に持つ連続プロファイルが完成し、切断・補強・仕上げ工程へ直ちに移行可能です。.
Tスロットアルミニウム押出プロファイルは何に使用されますか?
これらはモジュラーフレームの構成要素です。機械ガード、作業台、ロボット囲い、小売ディスプレイなどを想像してください。Tスロット(2020や4040など)を用いれば、溶接なしで部品をボルト締結でき、組み立てが迅速で再構成が容易となり、構造物の耐食性も確保されます。.
アルミニウム押出成形の主な利点は何ですか?
- 複雑な形状を作成する ワンピース (溶接や複数部品なし)
- 軽量でありながら強靭(鋼鉄の約1/3の重量)
- 天然の耐食性を有し、100%でリサイクル可能
- 金型完成後は迅速な生産が可能—試作から量産まで最適
10シリーズと15シリーズのアルミニウム押出材の違いは何ですか?
10シリーズと15シリーズの押出成形品における主な違いは、標準サイズと寸法にあります。15シリーズのプロファイルは一般的に10シリーズよりも大きく頑丈で、スロット幅も広くなっています。これにより強度、対応可能なハードウェア、そして全体的な構造容量に影響が生じます。.
適切なアルミ押出プロファイルをフレーム用に選ぶ方法?
負荷要件、接続方法、および用途を考慮してください。各プロファイルの形状、寸法、互換性を評価し、プロジェクトの機械的および美的要件に適合することを確認してください。.
アルミニウム押出材のサプライヤーを選定する前に、何を考慮すべきですか?
以下の条件を満たすサプライヤーを選択してください:
- ✅ 自社内での金型設計・エンジニアリング支援
- ✅ 完全仕上げ(陽極酸化処理、粉体塗装、CNC加工)
- ✅ 認証済み材料(例:, 6063-T5, 6061-T6ミルテスト報告書付き
- ✅ 透明性のあるリードタイムと迅速な対応
→ まさにそれが当社が提供するものです リンジー.