🔍 Lo que aprenderás en esta guía
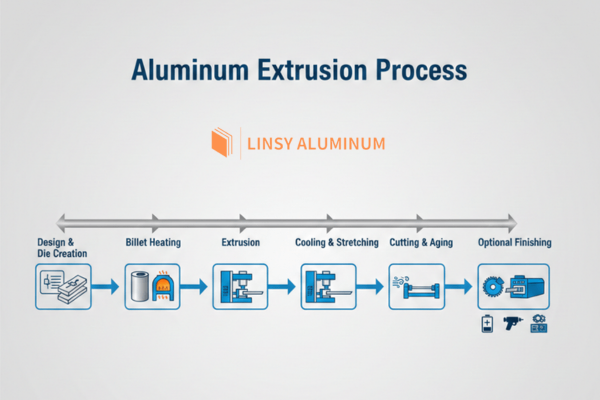
- ✅ Cómo funciona la extrusión de aluminio: calentamiento del lingote de aluminio → conformado con matriz → enfriamiento/estirado → corte y envejecimiento → acabado opcional (anodizado, CNC, etc.).
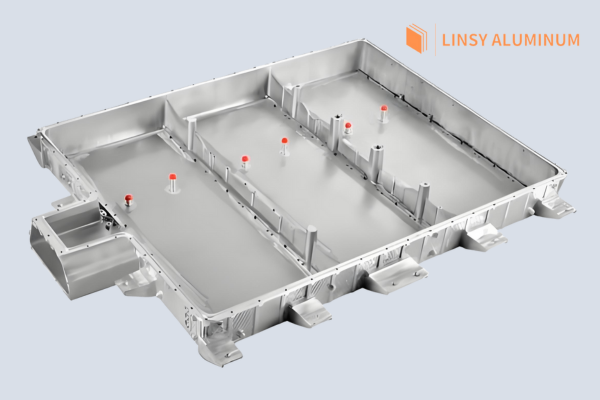
- ✅ Dónde se usa – Marcos industriales, bandejas para baterías de vehículos eléctricos, disipadores térmicos LED, sistemas de ventanas, muebles y estructuras modulares con ranuras en T.
-
- 2020 (20 × 20 mm) – Bricolaje ligero y prototipos
- 3030 / 4040 – Bastidores de automatización, bases de máquinas
- 8020 (80 × 20 mm) – Plataformas industriales pesadas
✅ Tamaños populares de ranuras en T que tenemos en stock y fabricamos a la medida:
-
- Servicio interno completo: revisión del diseño → extrusión → corte de precisión → CNC → anodizado/recubrimiento en polvo
- Aleaciones 6061/6063 certificadas con informes de pruebas de fábrica.
- Muestra gratuita + asistencia en el diseño de perfiles personalizados
- Un solo proveedor = plazos de entrega más rápidos, menos dolores de cabeza
✅ ¿Por qué elegir Linsy?
Tanto si necesita un perfil 4040 estándar como un disipador térmico personalizado, le suministramos desde la pieza bruta hasta el producto acabado.
Introducción
Extrusión de aluminio es un proceso de fabricación versátil que transforma la aleación de aluminio en objetos con un perfil transversal específico. La extrusora de aluminio es una máquina potente que funciona exprimiendo el aluminio como si fuera pasta de dientes de un tubo; un potente pistón empuja el aluminio calentado a través de una abertura con forma, o matriz. El material sale con un perfil personalizado perfectamente formado, que luego se puede cortar a la longitud deseada. Este método es fundamental para crear una amplia gama de componentes, desde simples ángulos y tubos hasta formas intrincadas y entrelazadas para aplicaciones especializadas.

Comprender el proceso de extrusión del aluminio
La extrusión del aluminio comienza con un lingote cilíndrico de aluminio, normalmente fabricado con aleaciones como la 6063 o la 6061, que se calienta a una temperatura de entre 400 y 500 °C hasta que se ablanda, pero sin llegar a fundirse. A continuación, el lingote calentado se empuja mediante un pistón hidráulico a través de una matriz de acero de precisión con una abertura con forma personalizada. A medida que el aluminio fluye a través del troquel, adquiere el perfil transversal exacto de la cavidad del troquel, con la presión contenida por las paredes del recipiente. El perfil extruido continuo se enfría (normalmente mediante aire o agua), se estira para enderezarlo y aliviar las tensiones internas y, finalmente, se corta a la longitud deseada. Se pueden añadir pasos opcionales, como el envejecimiento térmico (por ejemplo, temple T5 o T6) y el acabado superficial (por ejemplo, anodizado o recubrimiento en polvo) para mejorar las propiedades mecánicas y el aspecto.
Pasos clave en la fabricación de extrusiones de aluminio
1. Diseño y creación de troqueles
De la idea a la herramienta de precisión
Cada extrusión comienza con su Dibujo transversal en 2D—ya sea una simple ranura en T o un complejo disipador de calor con aletas y canales. Nuestro equipo de ingenieros revisa el diseño para extruibilidad: uniformidad del espesor de las paredes, radios de las esquinas, simetría y viabilidad de las tolerancias. Sugeriremos optimizaciones (por ejemplo, añadir ángulos de desmoldeo o reforzar las secciones delgadas) para evitar defectos y reducir el costo de las herramientas.
A continuación, mecanizamos con CNC un matriz de acero H13 de alta resistencia que se adapte perfectamente a su perfil. Esta matriz es el “molde” que da forma a cada metro de su extrusión, por lo que su calidad influye directamente en el acabado de la superficie, la precisión dimensional y la velocidad de producción.
📌 Por qué es importante para ti: Un troquel bien diseñado = menos desechos, producción más rápida y menor costo por pieza.
🖼️ Sugerencia visualImagen comparativa: boceto del cliente frente al troquel final frente al perfil extruido.
2. Calentamiento de palanquillas
Preparación del aluminio para el flujo
Cargamos lingotes cilíndricos de aluminio, normalmente 6063-T5 (para acabado superficial) o 6061-T6 (para resistencia), en un horno de inducción o de gas. El lingote se calienta a 400-500 °C, justo por debajo de su punto de fusión, hasta que alcanza un estado blando, similar al plástico. Este rango de temperatura garantiza que el metal fluya suavemente a través de la matriz sin desgarrarse ni agrietarse, especialmente en las esquinas afiladas.
Fundamentalmente, uniformidad de temperatura a lo largo de la palanquilla se supervisa en tiempo real. Demasiado frío → alta presión y desgaste del troquel; demasiado caliente → defectos superficiales o estructura de grano grueso.
📌 Por qué es importante para tiCalentamiento uniforme = propiedades mecánicas y calidad de la superficie uniformes en toda la longitud.
3. Extrusión
Moldeado bajo presión
El lingote calentado se transfiere a la prensa de extrusión, donde un potente martillo hidráulico (hasta más de 2500 toneladas) lo empuja a través del troquel fijo. A medida que el aluminio fluye a través de la abertura del troquel, emerge como un perfil continuo que coincide exactamente con su sección transversal.
La velocidad de extrusión, la presión y la temperatura se controlan rigurosamente. Para formas complejas, podemos utilizar extrusión indirecta o hidrostática para reducir la fricción y mejorar la integridad de la superficie.
📌 Por qué es importante para tiEl moldeado de precisión a alta presión permite crear geometrías complejas en una sola pieza, sin necesidad de soldaduras ni ensamblajes.
4. Enfriamiento y estiramiento
Fijación de la forma y la estabilidad
A medida que el perfil caliente sale de la prensa, se enfría inmediatamente, ya sea mediante aire forzado (para aleaciones estándar como la 6063) o enfriamiento con agua (para el 6061, que requiere un enfriamiento rápido para alcanzar su máxima resistencia). Este paso “congela” la microestructura.
A continuación, el perfil se pasa por un máquina de estiramiento que aplica una tensión controlada. Esto endereza cualquier curvatura natural y alivia las tensiones internas causadas por un enfriamiento desigual, lo cual es fundamental para mantener tolerancias estrictas durante el mecanizado o el ensamblaje.
📌 Por qué es importante para ti: Enfriamiento adecuado + estiramiento = piezas rectas y estables que no se deformarán posteriormente.
5. Corte y maduración
Finalización de dimensiones y resistencia
Una vez enfriada y enderezada, la extrusión se corta a las longitudes especificadas utilizando sierras de alta precisión (tolerancia de ±0,5 mm).
Muchas aleaciones se someten entonces a envejecimiento térmico:
- Temple T5: Enfriado desde la temperatura de extrusión y envejecido artificialmente → resistencia moderada, buena superficie.
- Temple T6: Solución tratada térmicamente, templada y luego envejecida → resistencia máxima (común para 6061)
Este tratamiento térmico permite que el aluminio alcance su máximo potencial mecánico, a menudo duplicando su límite elástico.
📌 Por qué es importante para tiEl temple adecuado garantiza que su pieza cumpla con los requisitos estructurales sin necesidad de un diseño excesivo.
6. Acabado opcional
Del perfil en bruto a la pieza lista para usar
Su extrusión se puede entregar tal cual o mejorada con servicios de valor agregado:
- Anodizado: Añade resistencia a la corrosión + color (negro, plateado, bronce).
- Recubrimiento en polvo: Acabado decorativo y duradero en cualquier color RAL.
- Mecanizado CNC: taladrado, roscado y fresado para obtener características de montaje precisas, incluyendo técnicas como la extrusión indirecta para mejorar la eficiencia.
- Ensamblaje: Integración con sujetadores, paneles u otros componentes.
📌 Por qué es importante para ti: Obtenga un Componente totalmente terminado y listo para armar.—no solo materia prima. Reduzca los pasos de su cadena de suministro y los costos de mano de obra.
En Linsy, no solo extruimos aluminio, sino que ofrecemos soluciones completas, desde su concepto hasta la pieza funcional terminada.
¿Qué se puede fabricar con extrusión de aluminio?
Los perfiles de extrusión de aluminio se pueden clasificar en diseños estándar y personalizados. Una extrusión de aluminio estándar incluye formas comunes como ángulos, canales y tubos redondos o cuadrados, que a menudo se producen utilizando una potente prensa hidráulica. Se utilizan ampliamente para fines estructurales y de acabado en general. Los perfiles personalizados, por otro lado, están diseñados para aplicaciones específicas y únicas.
Las posibilidades son casi infinitas, gracias a la relación resistencia-peso del aluminio, su resistencia a la tracción, su resistencia a la corrosión y su flexibilidad de diseño. Así es como las industrias aprovechan el aluminio extruido:
- 🏭 Automatización industrial y maquinaria
Desde células de trabajo robóticas hasta estructuras de líneas de montaje, las extrusiones de aluminio constituyen la columna vertebral de las fábricas modernas. Los perfiles con ranuras en T (como los modelos 2020 o 4040) permiten el montaje rápido y sin herramientas de protecciones para máquinas, cerramientos de seguridad, estaciones de trabajo y soportes para cintas transportadoras, lo que reduce el tiempo de inactividad y facilita la reconfiguración.

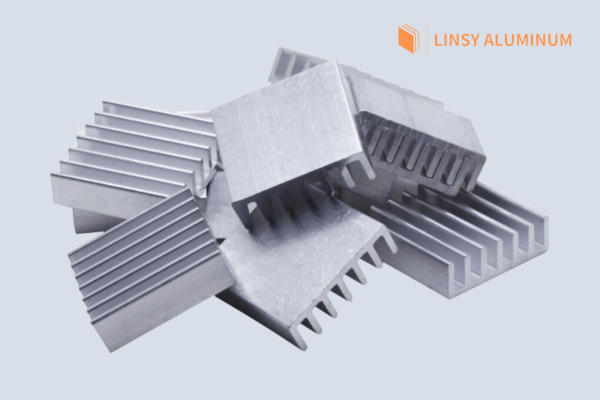
- 🔥 Gestión térmica
La excelente conductividad térmica del aluminio lo hace ideal para la disipación del calor. Se extruyen perfiles complejos con aletas en Disipadores térmicos LED, carcasas de fuentes de alimentación, Módulos de cargador para vehículos eléctricosy sistemas de refrigeración de servidores—todo en una sola pieza, sin necesidad de soldaduras ni uniones.
- 🏗️ Arquitectura y construcción
En los edificios, el aluminio extruido ofrece rendimiento y estética. Se utiliza para marcos de ventanas corredizas, montantes de muro cortina, rejillas de techo, barandillasy parasoles. El material es resistente a la intemperie, admite acabados anodizados o pintados con excelentes resultados y requiere un mantenimiento mínimo durante décadas.

- 🚗 Transporte y vehículos eléctricos
Ahorro de peso = eficiencia energética. Por eso, las industrias automotriz y ferroviaria utilizan extrusiones de aluminio de bajo peso para las bandejas de baterías de los vehículos eléctricos, los refuerzos del chasis, los acabados interiores, los armazones de los asientos y los paneles de la carrocería de los camiones. Muchos perfiles están optimizados para resistir colisiones y diseñados para la integración de múltiples materiales.
- 🛋️ Productos de consumo y comerciales
Desde elegantes expositores para tiendas hasta mobiliario ergonómico para oficinas y equipos de gimnasio para el hogar, el aluminio extruido permite líneas limpias, rigidez estructural y un aspecto de alta calidad. Su capacidad para ser anodizado en colores como el negro o el plateado cepillado lo convierte en uno de los materiales favoritos para los productos de consumo de alta gama.

- 🔩 Sistemas modulares de marcos con ranuras en T
Y sí, nos especializamos en Perfiles de aluminio con ranura en T (como 2020, 3030, 4040 y 8020). Estas extrusiones estandarizadas cuentan con ranuras integradas en forma de T que admiten pernos, tuercas y soportes, lo que permite a los ingenieros y fabricantes construir estructuras personalizadas sin soldadura ni mecanizado. Perfecto para prototipos, plantillas de automatización, configuraciones de laboratorio y proyectos de bricolaje.
Tamaños estándar de extrusiones de aluminio con ranura en T
Disponemos de existencias y extruimos a medida series métricas estándar, entre las que se incluyen:

|
Perfil |
Dimensiones (mm) |
Uso típico |
|---|---|---|
|
2020 |
20 × 20 |
Marcos ligeros, proyectos de bricolaje |
|
2040 |
20 × 40 |
Soportes verticales, estantes para cargas medianas |
|
3030 |
30 × 30 |
Cajas de automatización |
|
4040 |
40 × 40 |
Bases para máquinas CNC, bastidores de alta resistencia |
|
8020 |
80 × 20 |
Chasis para equipos de gran tamaño |
Todos los perfiles incluyen ranuras en T para facilitar el montaje de paneles, motores, sensores y accesorios, sin necesidad de soldadura.
Ventajas y desventajas de la extrusión de aluminio para proyectos personalizados
La extrusión de aluminio ofrece una potente combinación de libertad de diseño, rendimiento y rentabilidad, pero funciona mejor cuando el diseño se adapta a las capacidades del proceso.
✅ Ventajas clave
- Geometrías complejas en una sola pieza: Integre canales, aletas, ranuras de montaje o secciones huecas sin soldadura ni ensamblaje.
- Ligero pero resistente: La elevada relación resistencia-peso del aluminio (≈1/3 de la densidad del acero) reduce el peso del sistema sin sacrificar la rigidez.
- Eficiencia de materiales: los perfiles se extruyen en largas longitudes a partir de material extruido y se cortan a medida, lo que minimiza los desechos.
- Excelente calidad de superficie: Los acabados lisos extruidos son ideales para anodizar, recubrir con polvo o pulir.
- Resistencia a la corrosiónUna capa de óxido natural proporciona una protección inherente, que se ve reforzada por los tratamientos superficiales.
- Sostenible: 100% reciclable sin pérdida de propiedades.
- Producción rápida a gran escala: Una vez que el molde está listo, se logra un alto volumen de producción con tiempos de ciclo cortos.
⚠️ Limitaciones clave y consideraciones de diseño
- Espesor uniforme recomendado de la paredLas grandes variaciones en el espesor de las paredes provocan un enfriamiento desigual, lo que da lugar a deformaciones o tensiones residuales.
- Evite las esquinas internas afiladas.: Utilice radios generosos (normalmente ≥0,5-1,0 mm) para garantizar un flujo completo del metal y reducir el desgaste del troquel.
- Las secciones huecas aumentan la complejidad: las cavidades múltiples o asimétricas requieren una gran presión y matrices más complejas (y costosas) con mandriles.
- La relación de extrusión es importanteLas secciones transversales microscópicas de palanquillas grandes (relaciones elevadas >35:1) requieren una mayor capacidad de prensado y pueden limitar la viabilidad.
- Tolerancias estrictas = mayor costoLas tolerancias de extrusión estándar (por ejemplo, ±0,1-0,3 mm) se adaptan a la mayoría de las aplicaciones; las especificaciones más estrictas requieren un mecanizado secundario.
¿Por qué elegir Linsy para sus necesidades de extrusión de aluminio?
En Linsy, combinamos conocimiento especializado en materiales con fabricación de precisión para simplificar su cadena de suministro:
- Control de materialesSuministramos productos certificados. Aleaciones 6063-T5/T6 y 6061-T6, optimizado para extrusión y acabado de superficies.
- Perfiles personalizados y estándarDesde disipadores térmicos estándar con ranuras en T de 2020 hasta disipadores totalmente personalizados: hacemos ambos.
-
- Asistencia en el diseño de matrices, incluido el diseño de matrices de extrusión.
- Corte de precisión (±0,5 mm)
- Taladrado/roscado CNC
- Anodizado y recubrimiento en polvo (Tipo II y Tipo III)
Capacidades internas:
- Servicio integral: Pida aluminio en bruto, extrusión y acabado a un único proveedor, sin complicaciones de coordinación.
- Cumplimiento normativo global: Todos los materiales van acompañados de Informes de pruebas de fábrica (MTR) y cumplir con las normas internacionales.
Tanto si está creando un prototipo como si está ampliando a la producción en masa, le ayudamos. hacerlo bien a la primera.
¿Listo para comenzar su proyecto?
Si necesita Perfiles de aluminio de alta calidad, estándar o personalizados, con plazos de entrega confiables y soporte completo para el acabado., Linsy es tu compañera ideal.
👉 Contáctenos hoy mismo para:
- Revisión gratuita del diseño
- Perfiles de muestra
- Cotización para extrusión personalizada
Desde la palanquilla en bruto hasta la pieza terminada, te respaldamos.
Conclusión
En conclusión, la extrusión de aluminio es un proceso de fabricación versátil que permite crear perfiles personalizados para satisfacer las necesidades específicas de cada proyecto. Al comprender las complejidades de esta técnica, podrá tomar decisiones informadas que se traduzcan en resultados de alta calidad para sus proyectos. Tanto si está buscando tamaños estándar como perfiles con ranuras en T, es fundamental sopesar las ventajas y limitaciones de la extrusión de aluminio. En Linsy, nos dedicamos a ayudarle a navegar por este proceso de manera eficiente, asegurándonos de que sus ideas de diseño se hagan realidad. Si está listo para comenzar su proyecto, ¡no dude en solicitar hoy mismo una consulta gratuita con nuestros expertos!
Preguntas frecuentes
¿Qué es el proceso de extrusión de aluminio y cómo funciona?
El aluminio calentado (a unos 450 °C) se introduce a través de una matriz de acero personalizada utilizando una prensa hidráulica, como si se exprimiera pasta de dientes, lo que garantiza un funcionamiento rentable de la prensa. ¿El resultado? Un perfil continuo con la sección transversal exacta, listo para ser cortado, reforzado y acabado.
¿Para qué se utilizan los perfiles de extrusión de aluminio con ranura en T?
Son los componentes básicos de los bastidores modulares: piénsese en protecciones para máquinas, estaciones de trabajo, recintos para robots o expositores para tiendas. Con las ranuras en T (como las 2020 o las 4040), se pueden atornillar las piezas sin necesidad de soldadura, lo que agiliza el montaje, facilita la reconfiguración y garantiza que las estructuras sean resistentes a la corrosión.
¿Cuáles son las principales ventajas de la extrusión de aluminio?
- Cree formas complejas en una pieza (sin soldaduras ni piezas múltiples)
- Ligero pero resistente (≈1/3 del peso del acero)
- Naturalmente resistente a la corrosión y reciclable 100%.
- Producción rápida una vez fabricado el molde: ideal para prototipos y tiradas en serie.
¿Cuáles son las diferencias entre las extrusiones de aluminio de la serie 10 y la serie 15?
La principal diferencia entre los perfiles extruidos de la serie 10 y los de la serie 15 radica en sus tamaños y dimensiones estándar. Un perfil de la serie 15 suele ser más grande y robusto que uno de la serie 10, con una ranura más ancha. Esto afecta a su resistencia, a los herrajes con los que es compatible y a su capacidad estructural general.
¿Cómo elegir el perfil de extrusión de aluminio adecuado para la estructura?
Tenga en cuenta los requisitos de carga, los métodos de conexión y la aplicación prevista. Evalúe la forma, las dimensiones y la compatibilidad de cada perfil para asegurarse de que se adapta a las necesidades mecánicas y estéticas de su proyecto.
¿Qué debo tener en cuenta antes de seleccionar un proveedor de extrusiones de aluminio?
Elija un proveedor que ofrezca:
- ✅ Diseño interno de troqueles y asistencia técnica
- ✅ Acabado completo (anodizado, recubrimiento en polvo, CNC)
- ✅ Materiales certificados (por ejemplo, 6063-T5, 6061-T6) con informes de pruebas de fábrica.
- ✅ Plazos de entrega transparentes y servicio atento.
→ Eso es exactamente lo que ofrecemos en Linsy.