🔍 Ce que vous apprendrez dans ce guide
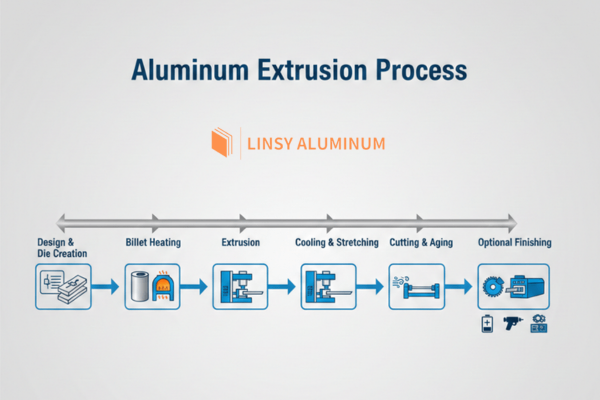
- ✅ Comment fonctionne l'extrusion de l'aluminium – À partir d'une billette d'aluminium chauffée → mise en forme dans une matrice → refroidissement/étirage → découpe et vieillissement → finition optionnelle (anodisation, CNC, etc.).
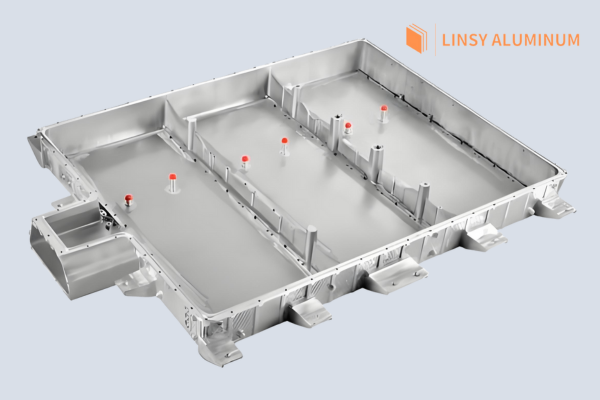
- ✅ Où est-il utilisé ? – Cadres industriels, bacs de batterie pour véhicules électriques, dissipateurs thermiques pour LED, systèmes de fenêtres, mobilier et structures modulaires à rainures en T.
-
- 2020 (20 × 20 mm) – Bricolage léger et prototypes
- 3030 / 4040 – Cadres d'automatisation, bases de machines
- 8020 (80 × 20 mm) – Plateformes industrielles lourdes
✅ Dimensions courantes des rainures en T que nous avons en stock et fabriquons sur mesure:
-
- Service complet en interne : révision de la conception → extrusion → découpe de précision → CNC → anodisation/revêtement par poudre
- Alliages certifiés 6061/6063 avec rapports d'essais en usine
- Échantillon gratuit + assistance à la conception pour les profils personnalisés
- Un seul fournisseur = délais plus courts, moins de soucis
✅ Pourquoi choisir Linsy ?
Que vous ayez besoin d'un profilé 4040 standard ou d'un dissipateur thermique sur mesure, nous vous livrons depuis la billette brute jusqu'à la pièce finie.
Introduction
Extrusion d'aluminium est un procédé de fabrication polyvalent qui transforme l'alliage d'aluminium en objets présentant un profil transversal spécifique. L'extrudeuse d'aluminium est une machine puissante qui fonctionne en pressant l'aluminium comme du dentifrice dans un tube ; un piston puissant force l'aluminium chauffé à travers une ouverture profilée, ou matrice. Le matériau émerge sous la forme d'un profil personnalisé parfaitement formé, qui peut ensuite être coupé à la longueur souhaitée. Cette méthode est fondamentale pour créer une large gamme de composants, des simples angles et tubes aux formes complexes et imbriquées pour des applications spécialisées.

Comprendre le processus d'extrusion de l'aluminium
L'extrusion de l'aluminium commence avec une billette cylindrique en aluminium, généralement fabriquée à partir d'alliages tels que le 6063 ou le 6061, qui est chauffée à une température comprise entre 400 et 500 °C jusqu'à ce qu'elle devienne molle, mais sans fondre. La billette chauffée est ensuite poussée par un vérin hydraulique à travers une matrice en acier de précision dotée d'une ouverture de forme personnalisée. Lorsque l'aluminium s'écoule à travers la matrice, il prend exactement le profil transversal de la cavité de la matrice, la pression étant contenue par les parois du conteneur. Le profilé extrudé en continu est refroidi (généralement par trempe à l'air ou à l'eau), étiré pour le redresser et soulager les contraintes internes, puis coupé à la longueur souhaitée. Des étapes facultatives telles que le vieillissement thermique (par exemple, trempe T5 ou T6) et la finition de surface (par exemple, anodisation ou revêtement en poudre) peuvent être ajoutées pour améliorer les propriétés mécaniques et l'apparence.
Étapes clés dans la fabrication par extrusion d'aluminium
1. Conception et création de matrices
De l'idée à l'outil de précision
Chaque extrusion commence par votre Dessin en coupe transversale 2D—qu'il s'agisse d'une simple rainure en T ou d'un dissipateur thermique complexe avec ailettes et canaux. Notre équipe d'ingénieurs examine la conception pour extrudabilité: uniformité de l'épaisseur des parois, rayons d'angle, symétrie et faisabilité des tolérances. Nous vous proposerons des optimisations (par exemple, ajout d'angles de dépouille ou renforcement des sections minces) afin d'éviter les défauts et de réduire les coûts d'outillage.
Ensuite, nous usinons à l'aide d'une machine à commande numérique matrice en acier H13 à haute résistance qui correspond exactement à votre profil. Cette matrice est le “ moule ” qui façonne chaque mètre de votre extrusion. Sa qualité a donc un impact direct sur la finition de surface, la précision dimensionnelle et la vitesse de production.
📌 Pourquoi cela vous concerne-t-il ?: Une matrice bien conçue = moins de rebuts, une production plus rapide et un coût par pièce réduit.
🖼️ Suggestion visuelle: Image côte à côte — croquis du client vs matrice finale vs profilé extrudé.
2. Chauffage des billettes
Préparation de l'aluminium pour l'écoulement
Nous chargeons des billettes cylindriques en aluminium, généralement de type 6063-T5 (pour la finition de surface) ou 6061-T6 (pour la résistance), dans un four à induction ou à gaz. La billette est chauffée à 400-500 °C, juste en dessous de son point de fusion, jusqu'à ce qu'elle atteigne un état mou, semblable à celui du plastique. Cette plage de température garantit que le métal s'écoule sans difficulté à travers la matrice, sans se déchirer ni se fissurer, en particulier au niveau des angles vifs.
Essentiellement, uniformité de température à travers la billette est surveillée en temps réel. Trop froid → pression élevée et usure de la matrice ; trop chaud → défauts de surface ou structure à grains grossiers.
📌 Pourquoi cela vous concerne-t-il ?: Chauffage uniforme = propriétés mécaniques et qualité de surface uniformes sur toute la longueur.
3. Extrusion
Façonner sous pression
La billette chauffée est transférée vers la presse d'extrusion, où une puissante vérin hydraulique (jusqu'à plus de 2 500 tonnes) le pousse à travers la matrice fixe. Lorsque l'aluminium s'écoule à travers l'ouverture de la matrice, il émerge sous la forme d'un profil continu correspondant exactement à votre section transversale.
La vitesse d'extrusion, la pression et la température sont étroitement contrôlées. Pour les formes complexes, nous pouvons utiliser extrusion indirecte ou hydrostatique pour réduire les frottements et améliorer l'intégrité de la surface.
📌 Pourquoi cela vous concerne-t-il ?: Le formage de précision à haute pression permet d'obtenir des géométries complexes en une seule pièce, sans soudure ni assemblage.
4. Refroidissement et étirements
Maintien de la forme et stabilité
Lorsque le profilé chaud sort de la presse, il est immédiatement refroidi, soit par air pulsé (pour les alliages standard tels que le 6063) ou trempe à l'eau (pour le 6061, qui nécessite un refroidissement rapide pour atteindre sa résistance maximale). Cette étape “ fige ” la microstructure.
Ensuite, le profil est tiré à travers un machine d'étirage qui applique une tension contrôlée. Cela permet de redresser toute courbure naturelle et de soulager les contraintes internes causées par un refroidissement inégal, ce qui est essentiel pour maintenir des tolérances serrées pendant l'usinage ou l'assemblage.
📌 Pourquoi cela vous concerne-t-il ?: Refroidissement adéquat + étirement = pièces droites et stables qui ne se déformeront pas par la suite.
5. Découpe et vieillissement
Finalisation des dimensions et de la résistance
Une fois refroidie et redressée, l'extrusion est coupée aux longueurs que tu as choisies à l'aide de scies super précises (tolérance de ±0,5 mm).
De nombreux alliages subissent ensuite vieillissement thermique:
- Tempérament T5: Refroidi à partir de la température d'extrusion et vieilli artificiellement → résistance modérée, bonne surface
- Tempérament T6: Solution traitée thermiquement, trempée, puis vieillie → résistance maximale (courante pour le 6061)
Ce traitement thermique permet à l'aluminium d'atteindre son plein potentiel mécanique, doublant souvent sa limite d'élasticité.
📌 Pourquoi cela vous concerne-t-il ?: Le bon tempérament garantit que votre pièce répond aux exigences structurelles sans surdimensionnement.
6. Finition facultative
Du profil brut à la pièce prête à l'emploi
Votre extrusion peut être livrée telle quelle ou améliorée grâce à des services à valeur ajoutée :
- Anodisation: Ajoute une résistance à la corrosion + couleur (noir, argent, bronze)
- Revêtement en poudre: Finition décorative durable dans toutes les couleurs RAL
- Usinage CNC : perçage, taraudage, fraisage pour des caractéristiques de montage précises, y compris des techniques telles que l'extrusion indirecte pour une efficacité accrue.
- Assemblée: Intégration avec des fixations, des panneaux ou d'autres composants
📌 Pourquoi cela vous concerne-t-il ?: Obtenir un composant entièrement fini, prêt à assembler—pas seulement une matière première. Réduisez les étapes de votre chaîne d'approvisionnement et vos coûts de main-d'œuvre.
Chez Linsy, nous ne nous contentons pas d'extruder de l'aluminium, nous fournissons des solutions complètes, de votre concept à la pièce finie et fonctionnelle.
Que peut-on fabriquer avec l'extrusion d'aluminium ?
Les profilés extrudés en aluminium peuvent être classés en deux catégories : les modèles standard et les modèles sur mesure. Les profilés extrudés en aluminium standard comprennent des formes courantes telles que les cornières, les profilés en U et les tubes ronds ou carrés, souvent fabriqués à l'aide d'une presse hydraulique puissante. Ils sont largement utilisés à des fins structurelles et de finition générales. Les profilés sur mesure, quant à eux, sont conçus pour des applications spécifiques et uniques.
Les possibilités sont presque infinies grâce au rapport résistance/poids, à la résistance à la traction, à la résistance à la corrosion et à la flexibilité de conception de l'aluminium. Voici comment les industries exploitent l'aluminium extrudé :
- 🏭 Automatisation industrielle et machines
Des cellules de travail robotisées aux châssis de chaînes de montage, les profilés en aluminium extrudé constituent la colonne vertébrale des usines modernes. Les profilés à rainures en T (tels que les modèles 2020 ou 4040) permettent un assemblage rapide et sans outil des protections de machines, des enceintes de sécurité, des postes de travail et des supports de convoyeurs, ce qui réduit les temps d'arrêt et facilite la reconfiguration.

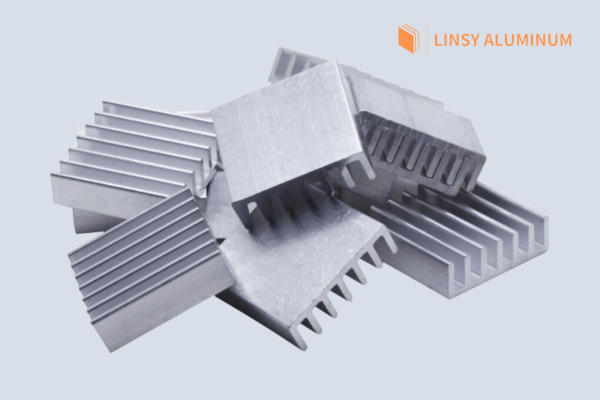
- 🔥 Gestion thermique
L'excellente conductivité thermique de l'aluminium le rend idéal pour la dissipation thermique. Des profilés à ailettes complexes sont extrudés dans Dissipateurs thermiques pour LED, boîtiers d'alimentation électrique, Modules de chargeur pour véhicules électriqueset systèmes de refroidissement des serveurs—le tout en une seule pièce, sans soudure ni collage.
- 🏗️ Architecture et construction
Dans les bâtiments, l'aluminium extrudé offre à la fois performance et esthétique. Il est utilisé pour fenêtres coulissantes, montants de mur-rideau, grilles de plafond, mains couranteset pare-soleil. Le matériau résiste aux intempéries, accepte parfaitement les finitions anodisées ou peintes et nécessite un entretien minimal pendant des décennies.

- 🚗 Transport et véhicules électriques
Réduction du poids = efficacité énergétique. C'est pourquoi les industries automobile et ferroviaire utilisent des extrusions d'aluminium légères pour les bacs de batterie des véhicules électriques, les renforts de châssis, les garnitures intérieures, les cadres de sièges et les panneaux de carrosserie des camions. De nombreux profilés sont optimisés pour résister aux chocs et conçus pour l'intégration de plusieurs matériaux.
- 🛋️ Produits grand public et commerciaux
Des présentoirs élégants pour les magasins au mobilier de bureau ergonomique en passant par les équipements de sport à domicile, l'aluminium extrudé permet d'obtenir des lignes épurées, une rigidité structurelle et un aspect haut de gamme. Sa capacité à être anodisé dans des couleurs telles que le noir ou l'argent brossé en fait un matériau de prédilection pour les biens de consommation haut de gamme.

- 🔩 Systèmes de cadres modulaires à rainures en T
Et oui, nous sommes spécialisés dans Profilés en aluminium à rainure en T (telles que 2020, 3030, 4040 et 8020). Ces profilés standardisés sont dotés de fentes en T intégrées qui acceptent des boulons, des écrous et des supports, permettant ainsi aux ingénieurs et aux fabricants de construire structures sur mesure sans soudure ni usinage. Idéal pour le prototypage, les gabarits d'automatisation, les installations de laboratoire et les projets de bricolage.
Dimensions standard des profilés en aluminium à rainure en T
Nous stockons et extrudons sur mesure des séries métriques standard, notamment :

|
Profil |
Dimensions (mm) |
Utilisation typique |
|---|---|---|
|
2020 |
20 × 20 |
Cadres légers, projets de bricolage |
|
2040 |
20 × 40 |
Supports verticaux, rayonnages pour charges moyennes |
|
3030 |
30 × 30 |
Armoires d'automatisation |
|
4040 |
40 × 40 |
Bases de machines CNC, châssis robustes |
|
8020 |
80 × 20 |
Châssis pour équipement de grande taille |
Tous les profils présentent rainures en T pour un montage facile des panneaux, moteurs, capteurs et accessoires, sans soudure.
Avantages et inconvénients de l'extrusion d'aluminium pour les projets personnalisés
L'extrusion d'aluminium offre une combinaison puissante de liberté de conception, de performances et de rentabilité, mais elle fonctionne mieux lorsque la conception est adaptée aux capacités du processus.
✅ Principaux avantages
- Géométries complexes en une seule pièce: Intégrez des canaux, des ailettes, des fentes de montage ou des sections creuses sans soudure ni assemblage.
- Léger mais solide: Le rapport résistance/poids élevé de l'aluminium (≈1/3 de la densité de l'acier) réduit le poids du système sans sacrifier la rigidité.
- Efficacité des matériaux : les profilés sont extrudés en grandes longueurs à partir de matériaux extrudés, puis coupés à la taille souhaitée, ce qui réduit les déchets au minimum.
- Excellente qualité de surface: Les finitions lisses telles que extrudées sont idéales pour l'anodisation, le revêtement en poudre ou le polissage.
- Résistance à la corrosion: Une couche d'oxyde naturelle offre une protection intrinsèque, renforcée par des traitements de surface.
- Durable: 100% recyclable sans perte de propriétés.
- Production rapide à grande échelleUne fois le moule prêt, un rendement élevé est obtenu grâce à des temps de cycle courts.
⚠️ Principales limitations et considérations relatives à la conception
- Épaisseur de paroi uniforme recommandée: Les variations importantes de l'épaisseur des parois entraînent un refroidissement inégal, ce qui provoque des déformations ou des contraintes résiduelles.
- Évitez les angles internes vifs.: Utilisez des rayons généreux (généralement ≥ 0,5 à 1,0 mm) pour garantir un écoulement complet du métal et réduire l'usure de la matrice.
- Les sections creuses augmentent la complexité : les cavités multiples ou asymétriques nécessitent une pression élevée et des matrices plus complexes (et coûteuses) avec des mandrins.
- Le rapport d'extrusion est important: Les sections transversales microscopiques provenant de grosses billettes (rapports élevés > 35:1) nécessitent une presse plus puissante et peuvent limiter la faisabilité.
- Tolérances serrées = coût plus élevé: Les tolérances d'extrusion standard (par exemple, ±0,1 à 0,3 mm) conviennent à la plupart des applications ; les spécifications plus strictes nécessitent un usinage secondaire.
Pourquoi choisir Linsy pour vos besoins en extrusion d'aluminium ?
Chez Linsy, nous combinons expertise matérielle avec fabrication de précision pour simplifier votre chaîne logistique :
- Contrôle des matériaux: Nous fournissons des produits certifiés. Alliages 6063-T5/T6 et 6061-T6, optimisé pour l'extrusion et la finition de surface.
- Profils personnalisés et standard: Des dissipateurs thermiques standard à rainures en T 2020 aux dissipateurs thermiques entièrement personnalisés, nous faisons les deux.
-
- Assistance à la conception de matrices, y compris la conception de matrices d'extrusion
- Coupe de précision (±0,5 mm)
- Perçage/taraudage CNC
- Anodisation et revêtement en poudre (Type II et Type III)
Capacités internes:
- Service à guichet uniqueCommandez l'aluminium brut, l'extrusion et la finition auprès d'un seul fournisseur, sans vous soucier de la coordination.
- Conformité mondiale: Tous les documents sont accompagnés de Rapports d'essais en usine (MTR) et répondre aux normes internationales.
Que vous construisiez un prototype ou passiez à la production de masse, nous vous aidons. réussir du premier coup.
Prêt à démarrer votre projet ?
Si vous avez besoin de profilés en aluminium de haute qualité — standard ou sur mesure — avec des délais de livraison fiables et une assistance complète pour la finition, Linsy est votre partenaire idéal.
👉 Contactez-nous dès aujourd'hui pour :
- Révision gratuite du design
- Exemples de profils
- Devis pour extrusion sur mesure
De la billette brute à la pièce finie, nous sommes là pour vous aider.
Conclusion
En conclusion, l'extrusion d'aluminium est un procédé de fabrication polyvalent qui permet de créer des profilés personnalisés pour répondre aux besoins spécifiques d'un projet. En comprenant les subtilités de cette technique, vous pouvez prendre des décisions éclairées qui se traduiront par des résultats de haute qualité pour vos projets. Que vous recherchiez des dimensions standard ou des profilés à rainures en T, il est essentiel de peser les avantages et les limites de l'extrusion d'aluminium. Chez Linsy, nous nous engageons à vous aider à naviguer efficacement dans ce processus, afin que vos visions de conception deviennent réalité. Si vous êtes prêt à démarrer votre projet, n'hésitez pas à demander dès aujourd'hui une consultation gratuite avec nos experts !
Questions fréquemment posées
Qu'est-ce que le processus d'extrusion de l'aluminium et comment fonctionne-t-il ?
L'aluminium chauffé (à environ 450 °C) est poussé à travers une matrice en acier sur mesure à l'aide d'une presse hydraulique, comme si l'on pressait un tube de dentifrice, ce qui garantit un fonctionnement rentable de la presse. Le résultat ? Un profilé continu avec votre section transversale exacte, prêt à être coupé, renforcé et fini.
À quoi servent les profilés en aluminium à rainure en T ?
Ils constituent les éléments de base des cadres modulaires, tels que les protections de machines, les postes de travail, les enceintes de robots ou les présentoirs de vente au détail. Grâce aux rainures en T (comme les modèles 2020 ou 4040), vous pouvez assembler les pièces à l'aide de boulons sans avoir recours à la soudure, ce qui accélère le montage, facilite la reconfiguration et garantit la résistance à la corrosion des structures.
Quels sont les principaux avantages de l'extrusion d'aluminium ?
- Créer des formes complexes dans une seule pièce (sans soudure ni pièces multiples)
- Léger mais résistant (environ 1/3 du poids de l'acier)
- Naturellement résistant à la corrosion et recyclable 100%
- Production rapide une fois le moule fabriqué — idéal pour les prototypes et les productions en série
Quelles sont les différences entre les extrusions d'aluminium de la série 10 et celles de la série 15 ?
La principale différence entre les profilés extrudés de la série 10 et ceux de la série 15 réside dans leurs tailles et dimensions standard. Un profilé de la série 15 est généralement plus grand et plus robuste qu'un profilé de la série 10, avec une fente plus large. Cela influe sur sa résistance, le matériel avec lequel il est compatible et sa capacité structurelle globale.
Comment choisir le bon profilé d'extrusion en aluminium pour la charpente ?
Tenez compte des exigences en matière de charge, des méthodes de connexion et de l'application prévue. Évaluez la forme, les dimensions et la compatibilité de chaque profilé afin de vous assurer qu'il répond aux besoins mécaniques et esthétiques de votre projet.
Que dois-je prendre en considération avant de choisir un fournisseur d'extrusions d'aluminium ?
Choisissez un fournisseur qui offre :
- ✅ Conception interne des matrices et assistance technique
- ✅ Finition complète (anodisation, revêtement en poudre, CNC)
- ✅ Matériaux certifiés (par exemple, 6063-T5, 6061-T6) avec rapports d'essais en usine
- ✅ Délais transparents et service réactif
→ C'est exactement ce que nous proposons chez Linsy.