🔍 What You’ll Learn in This Guide
- ✅ How aluminum extrusion works – From heated aluminum billet heating → die shaping → cooling/stretching → cutting & aging → optional finishing (anodizing, CNC, etc.).
- ✅ Where it’s used – Industrial frames, EV battery trays, LED heat sinks, window systems, furniture, and modular T-slot structures.
-
- 2020 (20×20 mm) – Light-duty DIY & prototypes
- 3030 / 4040 – Automation frames, machine bases
- 8020 (80×20 mm) – Heavy industrial platforms
✅ Popular T-slot sizes we stock & custom-make:
-
- Full in-house service: design review → extrusion → precision cutting → CNC → anodizing/powder coating
- Certified 6061/6063 alloys with Mill Test Reports
- Free sample + design support for custom profiles
- One supplier = faster lead time, fewer headaches
✅ Why choose Linsy?
Whether you need a standard 4040 profile or a custom heat sink, we deliver from raw billet to finished part.
การแนะนำ
Aluminum extrusion is a versatile manufacturing process that transforms aluminum alloy into objects with a specific cross-sectional profile. The aluminum extruder is a powerful machine that works by squeezing it like toothpaste from a tube; a powerful ram forces heated aluminum through a shaped opening, or die. The material emerges as a perfectly formed custom profile, which can then be cut to length. This method is fundamental to creating a wide range of components, from simple angles and tubes to intricate, interlocking shapes for specialized applications.

Understanding the Aluminum Extrusion Process
Aluminum extrusion begins with a cylindrical aluminum billet—typically made from alloys like 6063 or 6061—which is heated to 400–500°C until it becomes soft but not molten. The heated billet is then pushed by a hydraulic ram through a precision steel die with a custom-shaped opening. As the aluminum flows through the die, it takes on the exact cross-sectional profile of the die cavity, with the pressure being contained by the container walls. The continuous extruded profile is cooled (usually by air or water quenching), stretched to straighten and relieve internal stresses, and finally cut to the desired length. Optional steps such as thermal aging (e.g., T5 or T6 temper) and surface finishing (e.g., anodizing or powder coating) can be added to enhance mechanical properties and appearance.
Key Steps in Aluminum Extrusion Manufacturing
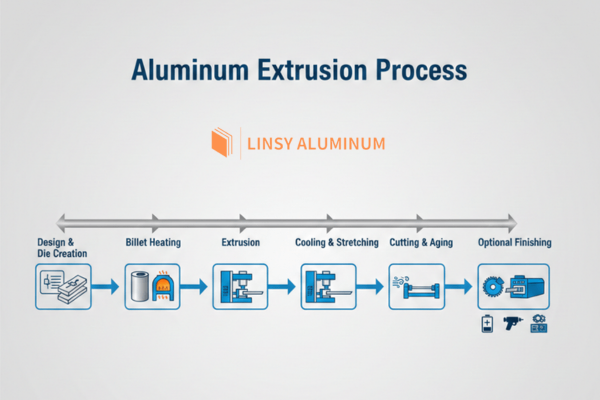
1. Design & Die Creation
From Idea to Precision Tool
Every extrusion starts with your 2D cross-sectional drawing—whether it’s a simple T-slot or a complex heat sink with fins and channels. Our engineering team reviews the design for extrudability: wall thickness uniformity, corner radii, symmetry, and tolerance feasibility. We’ll suggest optimizations (e.g., adding draft angles or reinforcing thin sections) to prevent defects and reduce tooling cost.
Then, we CNC-machine a high-strength H13 steel die that precisely matches your profile. This die is the “mold” that shapes every meter of your extrusion—so its quality directly impacts surface finish, dimensional accuracy, and production speed.
📌 Why it matters to you: A well-designed die = fewer rejects, faster production, and lower per-part cost.
🖼️ Visual suggestion: Side-by-side image — customer sketch vs. final die vs. extruded profile.
2. Billet Heating
Preparing the Aluminum for Flow
We load cylindrical aluminum billets—typically 6063-T5 (for surface finish) or 6061-T6 (for strength)—into an induction or gas-fired furnace. The billet is heated to 400–500°C, just below its melting point, until it reaches a soft, plastic-like state. This temperature range ensures the metal flows smoothly through the die without tearing or cracking, especially at sharp corners.
Crucially, temperature uniformity across the billet is monitored in real time. Too cold → high pressure and die wear; too hot → surface defects or coarse grain structure.
📌 Why it matters to you: Consistent heating = consistent mechanical properties and surface quality along the entire length.
3. Extrusion
Shaping Under Pressure
The heated billet is transferred to the extrusion press, where a powerful hydraulic ram (up to 2,500+ tons) pushes it through the stationary die. As the aluminum flows through the die opening, it emerges as a continuous profile matching your exact cross-section.
The extrusion speed, pressure, and temperature are tightly controlled. For complex shapes, we may use indirect or hydrostatic extrusion to reduce friction and improve surface integrity.
📌 Why it matters to you: High-pressure precision shaping enables intricate geometries in a single piece—no welding or assembly needed.
4. Cooling & Stretching
Locking in Shape and Stability
As the hot profile exits the press, it’s immediately cooled—either by forced air (for standard alloys like 6063) or water quenching (for 6061, which requires rapid cooling to achieve full strength). This step “freezes” the microstructure.
Next, the profile is pulled through a stretching machine that applies controlled tension. This straightens any natural curvature and relieves internal stresses caused by uneven cooling—critical for maintaining tight tolerances during machining or assembly.
📌 Why it matters to you: Proper cooling + stretching = straight, stable parts that won’t warp later.
5. Cutting & Aging
Finalizing Dimensions and Strength
Once cooled and straightened, the extrusion is cut to your specified lengths using high-precision saws (±0.5 mm tolerance).
Many alloys then undergo thermal aging:
- อารมณ์ T5: Cooled from extrusion temp and artificially aged → moderate strength, good surface
- อารมณ์ T6: Solution heat-treated, quenched, then aged → maximum strength (common for 6061)
This heat treatment allows aluminum to reach its full mechanical potential—often doubling its yield strength.
📌 Why it matters to you: The right temper ensures your part meets structural requirements without over-engineering.
6. Optional Finishing
From Raw Profile to Ready-to-Use Part
Your extrusion can be delivered as-is—or enhanced with value-added services:
- การชุบอะโนไดซ์: Adds corrosion resistance + color (black, silver, bronze)
- Powder Coating: Durable, decorative finish in any RAL color
- CNC Machining: Drilling, tapping, milling for precise mounting features, including techniques like indirect extrusion for enhanced efficiency.
- Assembly: Integration with fasteners, panels, or other components
📌 Why it matters to you: Get a fully finished, ready-to-assemble component—not just raw material. Reduce your supply chain steps and labor costs.
At Linsy, we don’t just extrude aluminum—we deliver complete solutions, from your concept to a finished, functional part.
What Can Be Made with Aluminum Extrusion?
Aluminum extrusion profiles can be categorized into standard and custom designs. A standard aluminum extrusion includes common shapes like angles, channels, and round or square tubes, often produced using a powerful hydraulic press. These are widely used for general structural and finishing purposes. Custom profiles, on the other hand, are designed for specific, unique applications.
The possibilities are nearly endless—thanks to aluminum’s strength-to-weight ratio, tensile strength, corrosion resistance, and design flexibility. Here’s how industries leverage extruded aluminum:
- 🏭 Industrial Automation & Machinery
From robotic workcells to assembly line frames, aluminum extrusions form the backbone of modern factories. T-slot profiles (such as 2020 or 4040) enable rapid, tool-free assembly of machine guards, safety enclosures, workstations, and conveyor supports—reducing downtime and enabling easy reconfiguration.

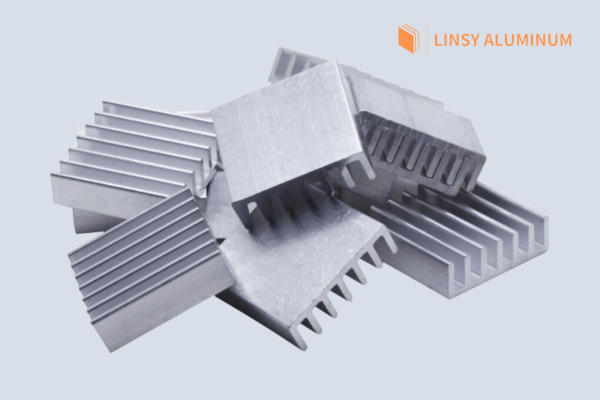
- 🔥 Thermal Management
Aluminum’s excellent thermal conductivity makes it ideal for heat dissipation. Complex finned profiles are extruded into LED heat sinks, power supply housings, EV charger modules, และ server cooling systems—all in a single piece, with no welding or bonding required.
- 🏗️ Architecture & Construction
In buildings, extruded aluminum delivers both performance and aesthetics. It’s used for sliding window frames, curtain wall mullions, ceiling grids, handrails, และ sunshades. The material resists weathering, accepts anodized or painted finishes beautifully, and requires minimal maintenance over decades.

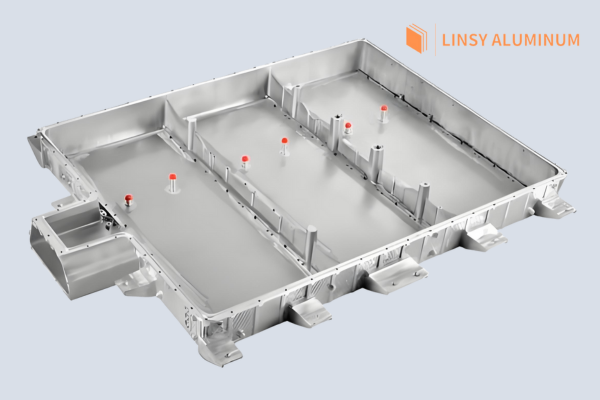
- 🚗 Transportation & EVs
Weight savings = energy efficiency. That’s why automotive and rail industries use aluminum extrusions with low weight for electric vehicle battery trays, chassis reinforcements, interior trim, seat frames, and truck body panels. Many profiles are crash-optimized and designed for multi-material integration.
- 🛋️ Consumer & Commercial Products
From sleek retail displays to ergonomic office furniture and home gym equipment, extruded aluminum enables clean lines, structural rigidity, and a premium feel. Its ability to be anodized in colors like black or brushed silver makes it a favorite for high-end consumer goods.

- 🔩 Modular T-Slot Framing Systems
And yes—we specialize in T-slot aluminum profiles (such as 2020, 3030, 4040, and 8020). These standardized extrusions feature integrated T-shaped slots that accept bolts, nuts, and brackets, enabling engineers and makers to build custom structures without welding or machining. Perfect for prototyping, automation jigs, lab setups, and DIY projects.
Standard T-slot Aluminum Extrusion Sizes
We stock and custom-extrude standard metric series, including:

|
Profile |
Dimensions (mm) |
การใช้งานทั่วไป |
|---|---|---|
|
2020 |
20 × 20 |
Light-duty frames, DIY projects |
|
2040 |
20 × 40 |
Vertical supports, medium-load racks |
|
3030 |
30 × 30 |
Automation enclosures |
|
4040 |
40 × 40 |
CNC machine bases, heavy-duty frames |
|
8020 |
80 × 20 |
Large equipment chassis |
All profiles feature T-slots for easy mounting of panels, motors, sensors, and accessories—no welding required.
Pros and Cons of Aluminum Extrusion for Custom Projects
Aluminum extrusion offers a powerful combination of design freedom, performance, and cost efficiency—but it works best when design aligns with process capabilities.
✅ Key Advantages
- Complex geometries in one piece: Integrate channels, fins, mounting slots, or hollow sections without welding or assembly.
- Lightweight yet strong: Aluminum’s high strength-to-weight ratio (≈1/3 the density of steel) reduces system weight without sacrificing rigidity.
- Material efficiency: Profiles are extruded in long lengths from extruded material and cut to size, minimizing scrap.
- Excellent surface quality: Smooth as-extruded finishes are ideal for anodizing, powder coating, or polishing.
- ความต้านทานการกัดกร่อน: A natural oxide layer provides inherent protection, enhanced further by surface treatments.
- Sustainable: 100% recyclable with no loss in properties.
- Fast production at scale: Once the die is ready, high-volume output is achieved with short cycle times.
⚠️ Key Limitations & Design Considerations
- Recommended uniform wall thickness: Large variations in wall thickness cause uneven cooling, leading to warping or residual stress.
- Avoid sharp internal corners: Use generous radii (typically ≥0.5–1.0 mm) to ensure complete metal flow and reduce die wear.
- Hollow sections increase complexity: Multi-cavity or asymmetric hollows require tons of pressure and more complex (and costly) dies with mandrels.
- Extrusion ratio matters: Microscopic cross-sections from large billets (high ratios>35:1) require higher press tonnage and may limit feasibility.
- Tight tolerances = higher cost: Standard extrusion tolerances (e.g., ±0.1–0.3 mm) suit most applications; tighter specs require secondary machining.
Why Choose Linsy for Your Aluminum Extrusion Needs?
At Linsy, we combine material expertise with precision manufacturing to simplify your supply chain:
- Material Control: We supply certified 6063-T5/T6 and 6061-T6 alloys, optimized for extrusion and surface finishing.
- Custom & Standard Profiles: From off-the-shelf 2020 T-slot to fully custom heat sinks—we do both.
-
- Die design support, including extrusion die design
- Precision cutting (±0.5 mm)
- CNC drilling/tapping
- Anodizing & powder coating (Type II & Type III)
In-House Capabilities:
- One-Stop Service: Order raw aluminum, extrusion, and finishing from a single source—no coordination headaches.
- Global Compliance: All materials are accompanied by Mill Test Reports (MTRs) and meet international standards.
Whether you’re building a prototype or scaling to mass production, we help you get it right the first time.
Ready to Start Your Project?
If you need high-quality aluminum profiles—standard or custom—with reliable lead times and full finishing support, Linsy is your ideal partner.
👉 Contact us today for:
- Free design review
- Sample profiles
- Quotation for custom extrusion
From raw billet to finished part—we’ve got your back.
บทสรุป
In conclusion, aluminum extrusion is a versatile manufacturing process that allows for the creation of customized profiles to meet specific project needs. By understanding the intricacies of this technique, you can make informed decisions that result in high-quality outcomes for your projects. Whether you’re exploring standard sizes or T-slot profiles, it’s essential to weigh the advantages and limitations of aluminum extrusion. At Linsy, we are dedicated to helping you navigate this process efficiently, ensuring that your design visions come to life. If you’re ready to start your project, don’t hesitate to get a free consultation with our experts today!
คำถามที่พบบ่อย
What is the aluminum extrusion process, and how does it work?
Heated aluminum (around 450°C) is pushed through a custom steel die using a hydraulic press, like squeezing toothpaste, ensuring a profitable press operation. The result? A continuous profile with your exact cross-section, ready to be cut, strengthened, and finished.
What are T-slot aluminum extrusion profiles used for?
They’re the building blocks of modular frames—think machine guards, workstations, robot enclosures, or retail displays. With T-slots (like 2020 or 4040), you can bolt parts together without welding, making assembly fast, reconfiguration easy, and ensuring the structures are corrosion-resistant.
What are the main advantages of aluminum extrusion?
- Create complex shapes in one piece (no welding or multiple parts)
- Lightweight yet strong (≈1/3 the weight of steel)
- Naturally corrosion-resistant and 100% recyclable
- Fast production once the die is made—ideal for prototypes and volume runs
What are the differences between the 10 series and the 15 series aluminum extrusions?
The main difference between the 10 series and the 15 series extrusions lies in their standard sizes and dimensions. A 15 series profile is generally larger and more robust than a 10 series profile, with a wider slot. This affects its strength, the hardware it’s compatible with, and its overall structural capacity.
How to choose the right aluminum extrusion profile for framing?
Consider the load requirements, connection methods, and intended application. Evaluate the shape, dimensions, and compatibility of each profile to ensure it fits your project’s mechanical and aesthetic needs.
What should I consider before selecting an aluminum extrusion supplier?
Choose a supplier who offers:
- ✅ In-house die design & engineering support
- ✅ Full finishing (anodizing, powder coating, CNC)
- ✅ Certified materials (e.g., 6063-T5, 6061-T6) with Mill Test Reports
- ✅ Transparent lead times and responsive service
→ That’s exactly what we provide at ลินซี่.