Le barre di alluminio Linsy sono prodotte tramite un processo rigorosamente controllato per garantire una qualità ottimale per l'estrusione. A partire dalla fusione e dalla raffinazione nel Forno di fusione, il metallo è fuso sul Piattaforma di colata Hot Top per formare lingotti sani. Dopo Omogeneizzazione e preparazione della superficie utilizzando un Macchina per scalping completamente automatica, i pezzi vengono lavorati attraverso il potente Pressa per estrusione (630 tonnellate o più) per ottenere profili precisi e una struttura del materiale superiore.
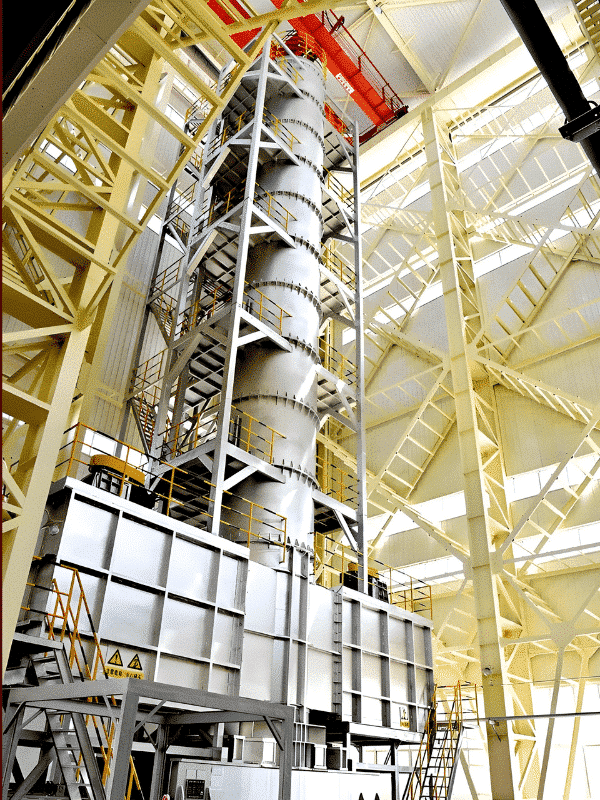
1. Fusione e purificazione iniziale
Il processo inizia con la fusione di rottami di alluminio e lingotti primari nel Forno di fusione per formare un bagno fuso. Questo è seguito da un cruciale Raffinazione fase in cui vengono introdotti flussi e gas inerti (come argon o cloro) per rimuovere inclusioni non metalliche e idrogeno, garantendo la purezza chimica della lega.
2. Fusione a freddo diretto a caldo
Il metallo fuso raffinato viene trasferito al Piattaforma di lancio Hot Top. Questo sistema utilizza la tecnologia di colata a freddo diretto (DC) con uno stampo "hot top" specializzato per produrre billette (lingotti) di alluminio cilindriche, compatte e compatte. Questo metodo riduce al minimo i difetti superficiali e le tensioni interne, fondamentali per prestazioni di estrusione di alta qualità.
3. Omogeneizzazione della microstruttura
I nuovi pezzi fusi subiscono Trattamento di omogeneizzazione in modo controllato Forno di omogeneizzazione. Questa fase di trattamento termico ad alta temperatura è essenziale per sciogliere e distribuire uniformemente gli elementi di lega in tutta la billetta, stabilizzando la microstruttura e migliorando significativamente la plasticità del materiale e la sua reattività alla successiva estrusione.
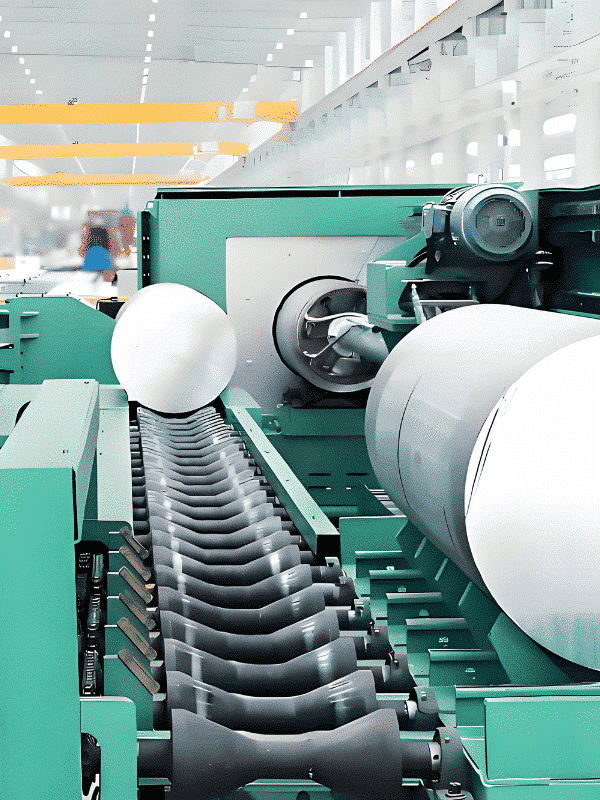
4. Scalping e preparazione della superficie
Lo strato superficiale della billetta fusa, che spesso contiene lievi imperfezioni o strati di ossido, viene rimosso mediante un Macchina per scalping completamente automatica. Questo processo garantisce una finitura superficiale pulita, liscia e uniforme, impedendo ai contaminanti di penetrare nel profilo durante il processo di estrusione ad alta pressione.
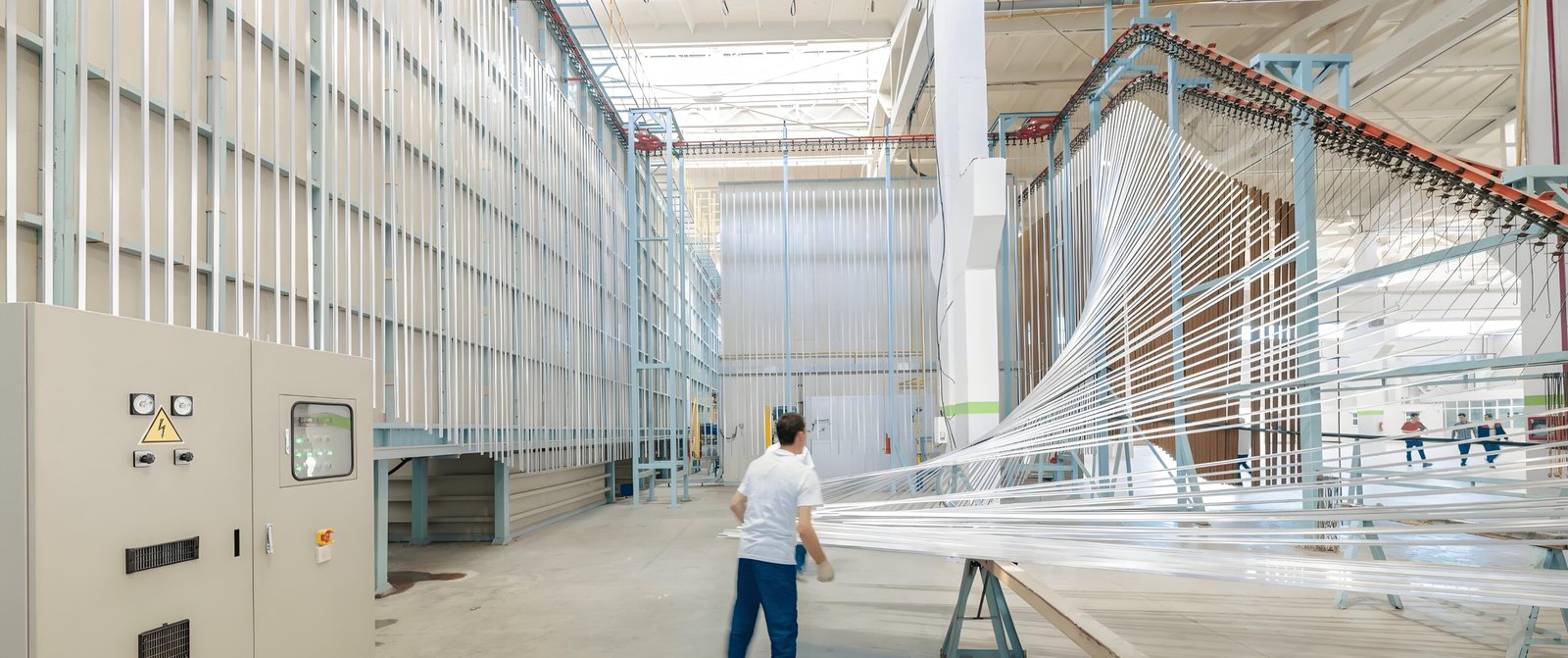
5. Estrusione di profili di precisione
La billetta preparata viene riscaldata e forzata attraverso una matrice sagomata utilizzando un potente Pressa per estrusione (630 tonnellate o più). Questo processo di formatura ad alta pressione trasforma la billetta cilindrica nel profilo desiderato (asta, barra o forma complessa), garantendo un'eccellente finitura superficiale, strette tolleranze dimensionali e resistenza meccanica.
6. Taglio preciso a lunghezza fissa
Una volta che il profilo estruso si raffredda e viene allungato (fase facoltativa per la tempra), viene tagliato nella misura richiesta Lunghezza fissa utilizzando alta velocità e precisione Macchine per segare. Ciò garantisce che ogni barra o sezione di profilo in alluminio soddisfi esattamente le specifiche dimensionali richieste per le linee di fabbricazione e produzione del cliente.
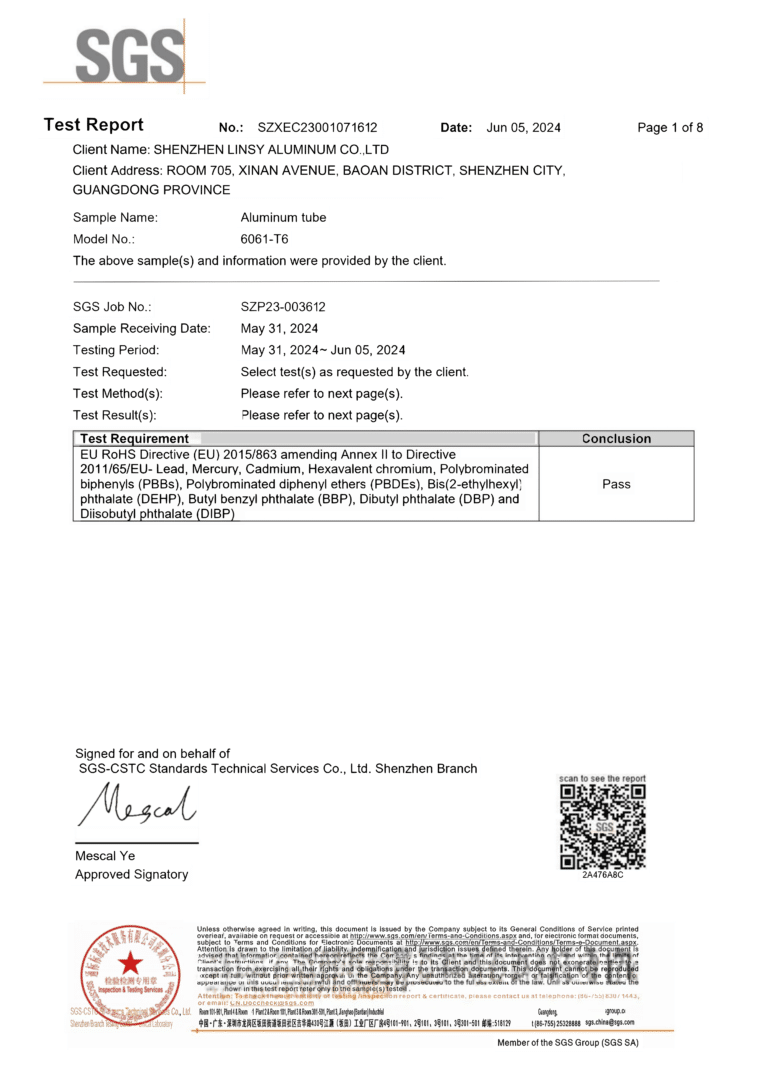
Certificazione
Linsy Alu. ha ottenuto con successo le certificazioni ISO 9001, ISO 14001, SGS e OHSAS 1800 per garantire la massima qualità ai nostri clienti.