リンシー・アルミ
リンジーアルミチューブ 品質と同心度を最適化したシームレスなプロセスで製造されています。その旅は固体の鋳造から始まります。 ラウンドインゴット での 溶解炉. 加熱後、材料は 押し出し(ピアス付き), 、その後に特殊な寸法を記入します。 冷間圧延または引抜 正確な壁厚と焼き入れを実現します。最終的な品質は、 矯正 そして必須 非破壊検査(NDT).
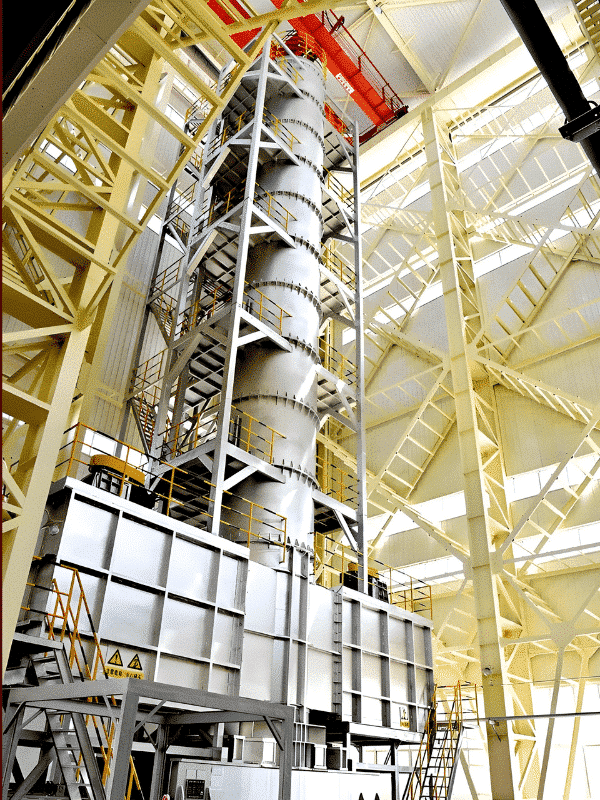
高純度アルミニウムと合金元素は、 溶解炉. 溶融金属はその後、固体の円筒形に凝固する。 ラウンドインゴット 使用して 連続鋳造設備. これにより、材料の組成が均一になり、その後の加工に不可欠な緻密で細粒の構造が確保されます。.
鋳造されたインゴットは高精度の 加熱炉 (例:誘導炉またはガス炉)で加熱し、必要な押出温度まで昇温します。この段階での綿密な温度管理は、アルミニウムの可塑性と延性を最大限に高め、高圧押出工程における材料の適切な流動を確保するために不可欠です。.
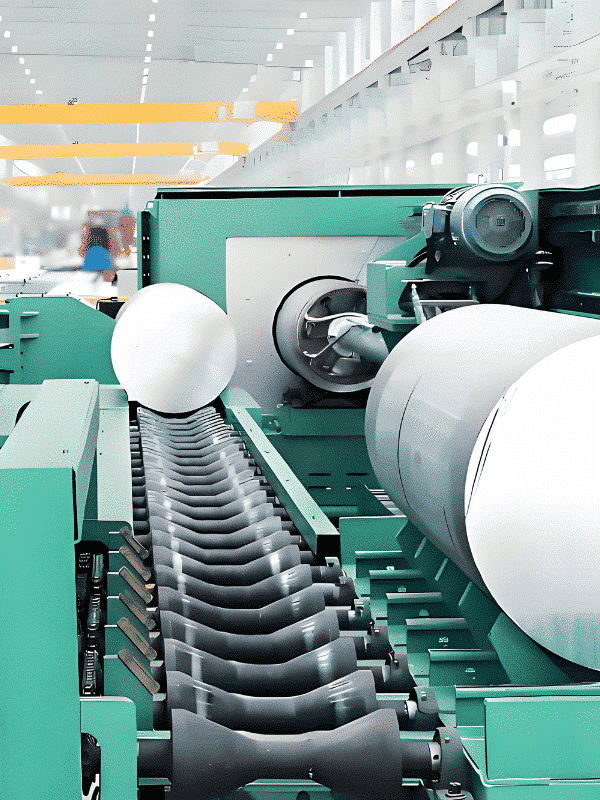
加熱されたインゴットは強力な 押出プレス. このステップには以下が含まれます ピアス, マンドレルを用いて中心の穴を開け、固体インゴットを中空の管状シェルへと変形させる(成形)。プレス機によって初期の外径と肉厚が決定される。.
最終的な正確な壁厚と外径を実現するために、チューブは 冷間圧延機(マンドレルミル)または 冷間引抜ベンチ. この冷間加工プロセスにより、結晶構造が微細化され、表面仕上げが大幅に改善され、チューブの機械的強度が向上します。.
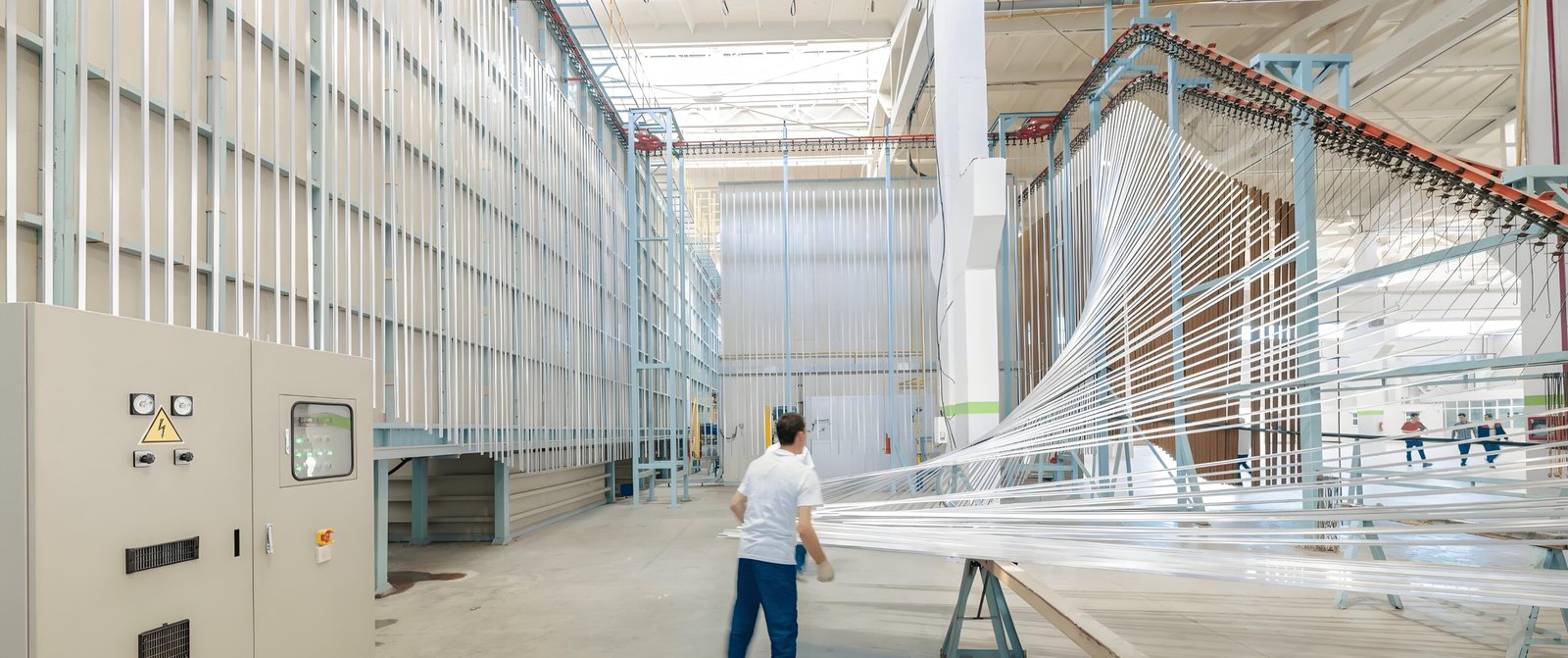
冷間加工後、チューブはわずかに曲がることがよくあります。チューブは ローラーストレートナー または ストレッチストレートナー 完璧な直線位置合わせを実現します。これは、組み立て、建設、高速加工用途で使用されるチューブにとって不可欠です。.
構造の完全性を保証するために、すべてのチューブは 非破壊検査(NDT). これはよく利用される 渦電流装置 または 超音波検査装置 製品に損傷を与えることなく、内部の欠陥、亀裂、または欠陥を検出して特定します。.
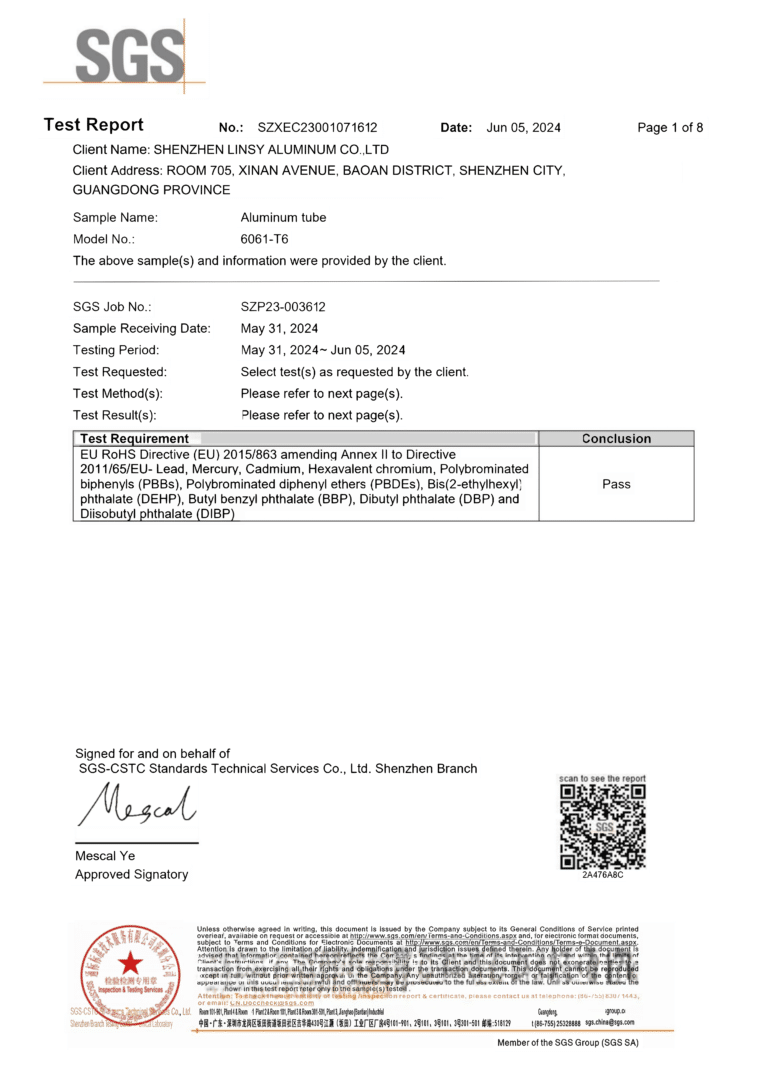
Linsy Alu.はISO 9001、ISO 14001、SGS、OHSAS 1800の認証を取得し、お客様に最高の品質を保証しています。