Rurki aluminiowe Linsy są produkowane w bezproblemowym procesie zoptymalizowanym pod kątem jakości i koncentryczności. Podróż zaczyna się od odlewania litego materiału. Sztabki okrągłe w Piec do topienia. Po podgrzaniu materiał jest formowany poprzez Ekstruzja (z przebijaniem), a następnie specjalistyczne wymiarowanie przy użyciu Walcowanie na zimno lub ciągnienie aby uzyskać precyzyjną grubość ścianki i twardość. Jakość końcowa jest zapewniona poprzez Prostowanie i obowiązkowe Badania nieniszczące (NDT).
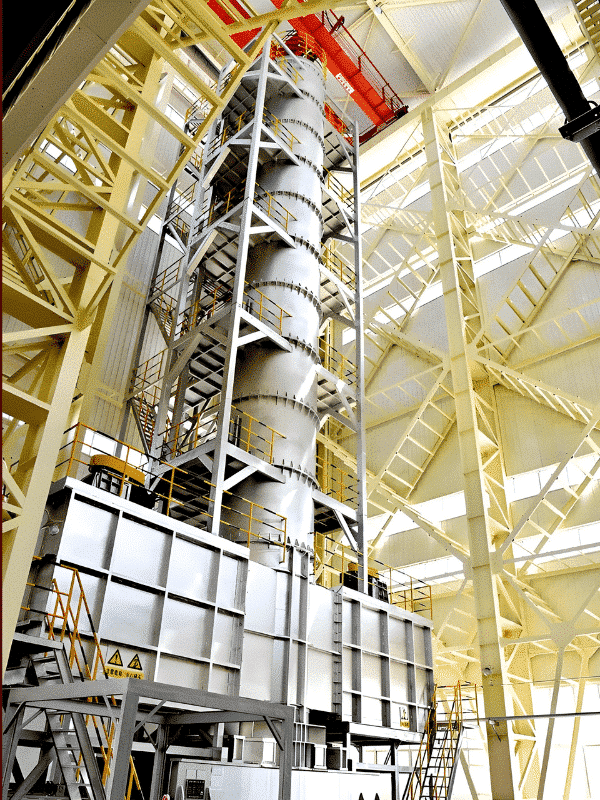
1. Topienie i ciągłe odlewanie
W piecu topi się wysokiej czystości aluminium i elementy stopowe. Piec do topienia. Następnie stopiony metal krzepnie w stały, cylindryczny Sztabki okrągłe używając Sprzęt do odlewania ciągłego. Dzięki temu materiał ma jednolity skład i gęstą, drobnoziarnistą strukturę, co jest niezbędne do późniejszej obróbki.
2. Ogrzewanie przed wytłaczaniem
Odlewane wlewki są przenoszone do precyzyjnego walca Piec grzewczy (np. w piecu indukcyjnym lub gazowym) i podgrzać do wymaganej temperatury wytłaczania. Staranna kontrola temperatury na tym etapie jest kluczowa dla maksymalizacji plastyczności i ciągliwości aluminium, zapewniając prawidłowy przepływ materiału podczas wytłaczania pod wysokim ciśnieniem.
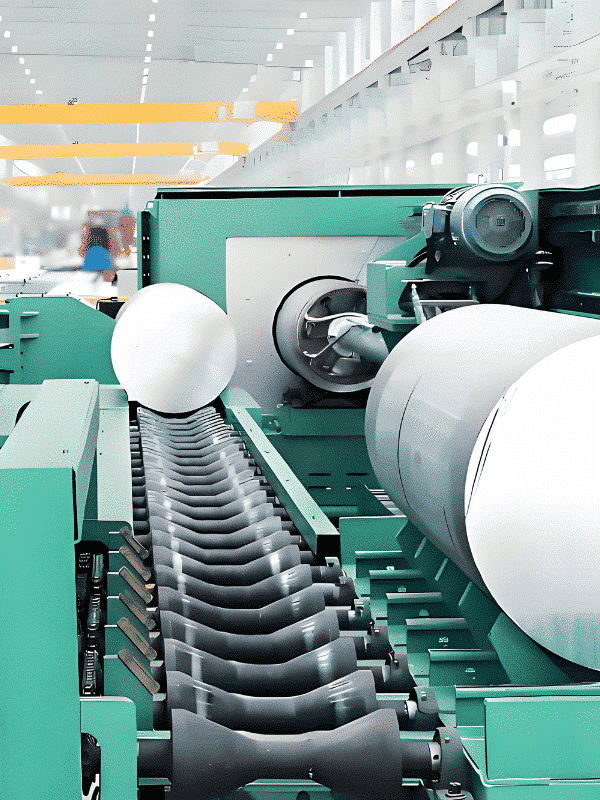
3. Formowanie pustek metodą wytłaczania
Podgrzany wlewek jest przepychany przez matrycę za pomocą silnego Prasa wytłaczająca. Ten krok obejmuje Przeszywający, gdzie trzpień jest używany do wykonania otworu centralnego, przekształcając lity wlewek w pustą rurę (formowanie). Prasa dyktuje początkową średnicę zewnętrzną i grubość ścianki.
4. Precyzyjne wymiarowanie i wykańczanie
Aby uzyskać ostateczną, dokładną grubość ścianki i średnicę zewnętrzną, rurę poddaje się obróbce przez Walcownia zimna(Młyn trzpieniowy) lub Stół do ciągnienia na zimno. Ten proces obróbki na zimno udoskonala strukturę ziarna, znacząco poprawia wykończenie powierzchni i zwiększa wytrzymałość mechaniczną rury.
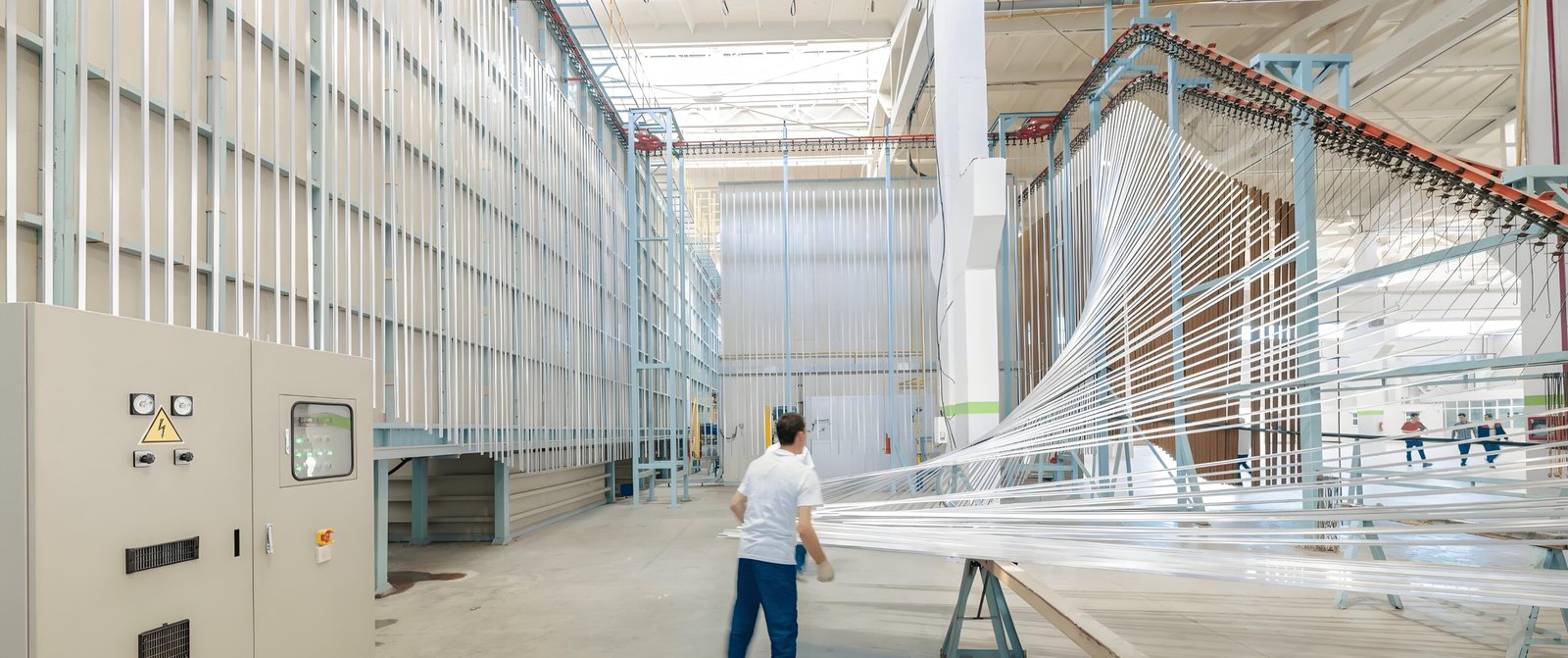
5. Prostowanie
Po obróbce plastycznej na zimno rury często mają lekką krzywiznę. Przechodzą przez Prostownica rolkowa lub Prostownica do rozciągania aby zapewnić idealne wyrównanie liniowe. Jest to kluczowe w przypadku rur używanych w montażu, budownictwie i obróbce z dużą prędkością.
6. Obowiązkowa kontrola jakości
Aby zagwarantować integralność strukturalną, każda rura jest poddawana Badania nieniszczące (NDT). Często wykorzystuje się Sprzęt do prądów wirowych lub Sprzęt do badań ultradźwiękowych w celu wykrycia i zlokalizowania wszelkich wewnętrznych wad, pęknięć lub niedoskonałości bez uszkadzania produktu.
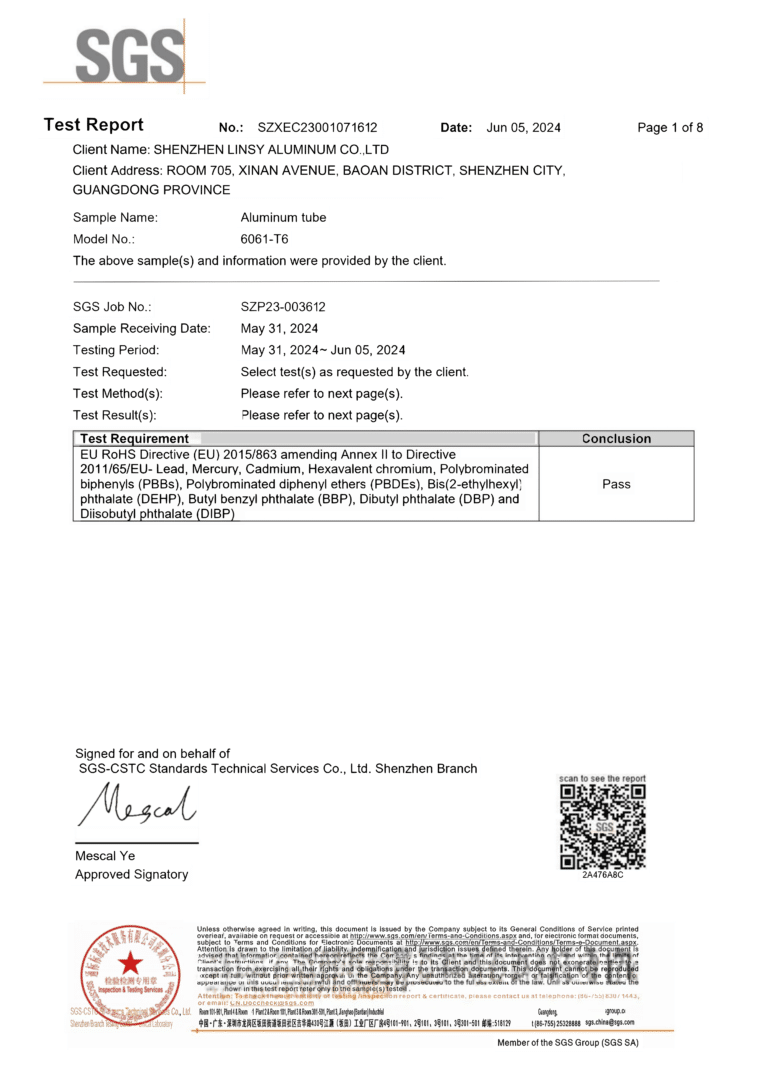
Certyfikacja
Firma Linsy Alu. z powodzeniem uzyskała certyfikaty ISO 9001, ISO 14001, SGS i OHSAS 1800, aby zapewnić naszym klientom najwyższą jakość.