린시 알루미늄 튜브 품질과 동심도를 최적화하기 위해 완벽한 공정을 통해 제조됩니다. 이 여정은 솔리드 주조로 시작됩니다. 둥근 주괴 에서 용해로. 가열 후 재료는 다음을 통해 형성됩니다. 압출(피어싱 포함), 다음에 특수 치수 지정을 사용하여 냉간 압연 또는 인발 정확한 벽 두께와 템퍼링을 달성합니다. 최종 품질은 다음을 통해 보장됩니다. 스트레이트닝 그리고 필수 비파괴 검사(NDT).
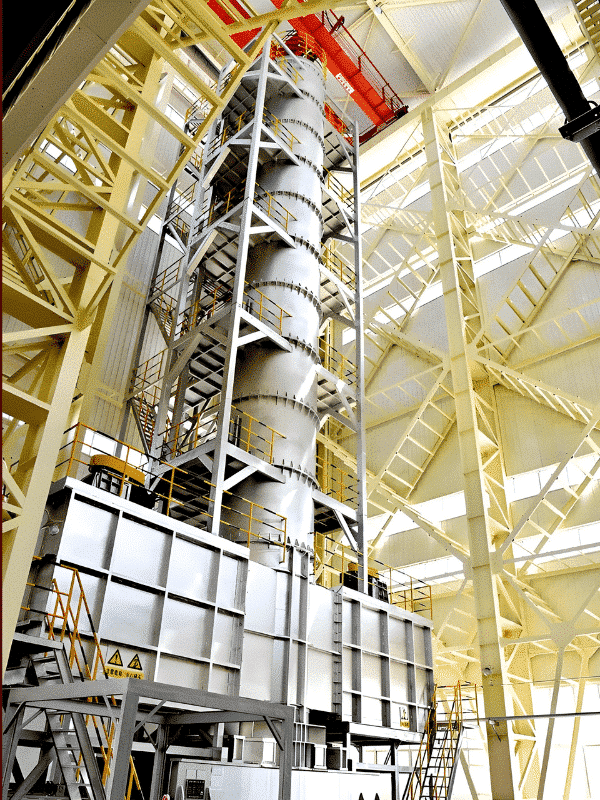
1. 용해 및 연속 주조
고순도 알루미늄과 합금 원소가 용융됩니다. 용해로. 용융 금속은 고체 원통형으로 응고됩니다. 둥근 주괴 사용 중 연속 주조 장비. 이를 통해 재료가 균일한 구성과 조밀하고 미세한 입자 구조를 갖게 되며, 이는 후속 가공에 필수적입니다.
2. 압출 전 가열
주조된 잉곳은 고정밀로 이송됩니다. 가열로 (예: 유도 가열로 또는 가스 가열로) 필요한 압출 온도까지 가열합니다. 이 단계에서는 알루미늄의 가소성과 연성을 극대화하고 고압 압출 단계에서 재료가 올바르게 흐르도록 하기 위해 세심한 온도 제어가 매우 중요합니다.
3. 압출을 통한 중공 성형
가열된 잉곳은 강력한 힘을 사용하여 다이를 통해 밀려집니다. 압출 프레스. 이 단계에는 다음이 포함됩니다. 꿰뚫는, 맨드렐을 사용하여 중앙 구멍을 만들고, 이를 통해 고체 잉곳을 속이 빈 튜브 쉘로 변형합니다(성형). 프레스는 초기 외경과 벽 두께를 결정합니다.
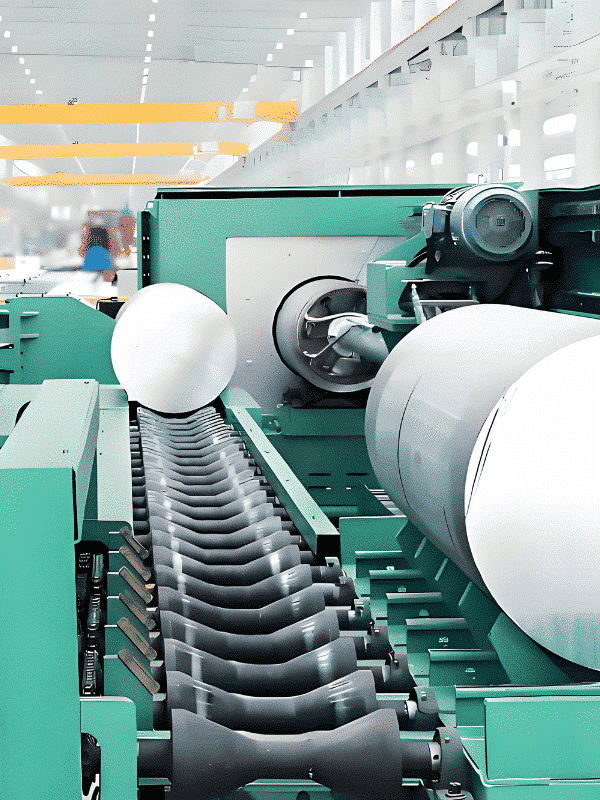
4. 정밀한 사이징 및 마무리
최종 정확한 벽 두께와 외부 직경을 얻기 위해 튜브는 다음 중 하나를 통해 처리됩니다. 냉간 압연기(맨드렐 밀) 또는 콜드 드로잉 벤치. 이 냉간 가공 공정은 입자 구조를 미세화하고, 표면 마감을 크게 개선하며, 튜브의 기계적 강도를 증가시킵니다.
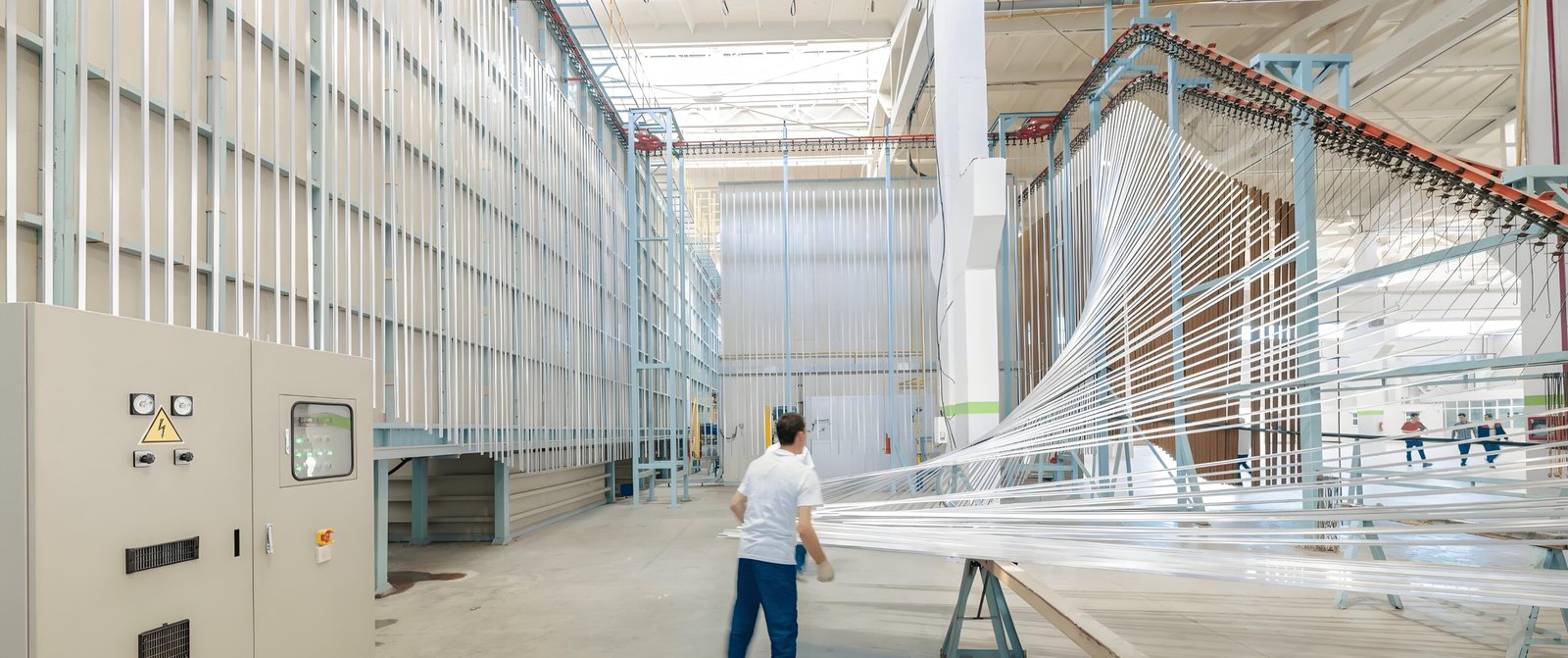
5. 스트레이트닝
냉간 가공 후 튜브는 종종 약간의 곡률을 갖습니다. 튜브는 롤러 스트레이트너 또는 스트레치 스트레이트너 완벽한 선형 정렬을 보장합니다. 이는 조립, 건설 및 고속 가공 분야에 사용되는 튜브에 필수적입니다.
6. 의무적 품질 검사
구조적 무결성을 보장하기 위해 모든 튜브는 다음과 같은 과정을 거칩니다. 비파괴 검사(NDT). 이것은 종종 활용됩니다 와전류 장비 또는 초음파 검사 장비 제품을 손상시키지 않고 내부 결함, 균열 또는 불완전성을 감지하고 찾아내는 것입니다.
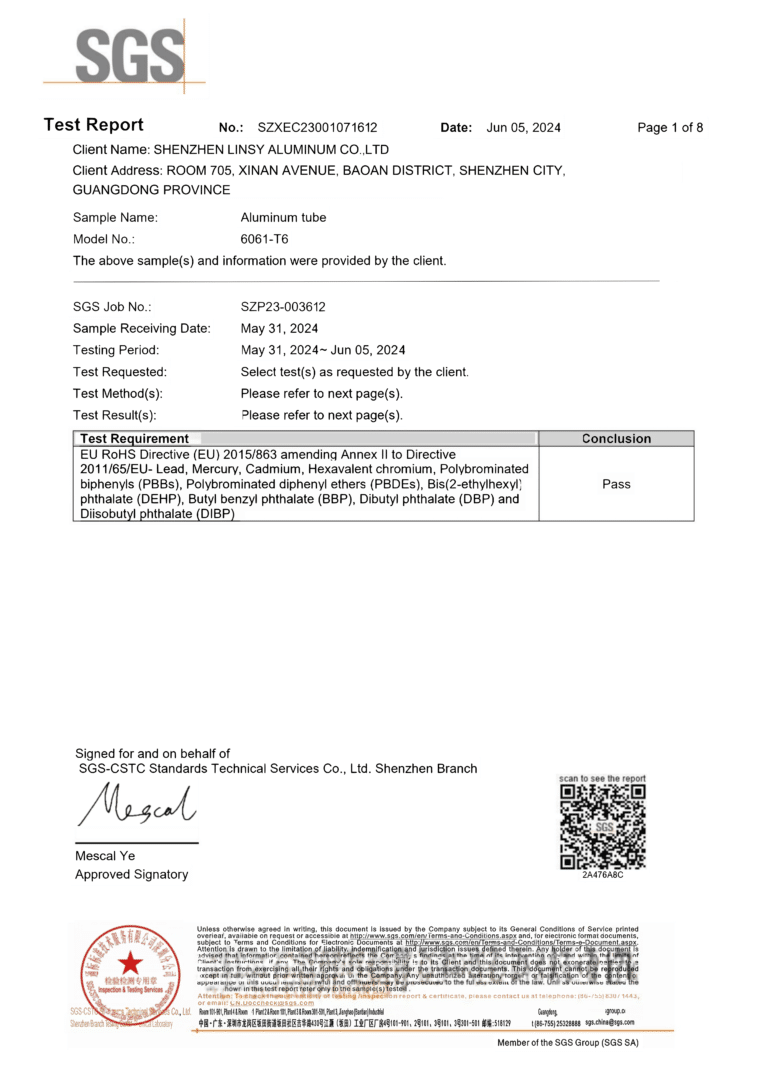
인증
는 고객에게 최고의 품질을 보장하기 위해 ISO 9001, ISO 14001, SGS 및 OHSAS 1800 인증을 성공적으로 획득했습니다.