Linsy aluminium buizen worden vervaardigd met behulp van een naadloos proces dat is geoptimaliseerd voor kwaliteit en concentriciteit. De reis begint met het gieten van massief Ronde staven in de Smeltoven. Na verhitting wordt het materiaal gevormd via Extrusie (met piercing), gevolgd door gespecialiseerde dimensionering met behulp van Koudwalsen of trekken om een nauwkeurige wanddikte en -hardheid te bereiken. De uiteindelijke kwaliteit wordt gegarandeerd door Rechtzetten en verplicht Niet-destructief onderzoek (NDO).
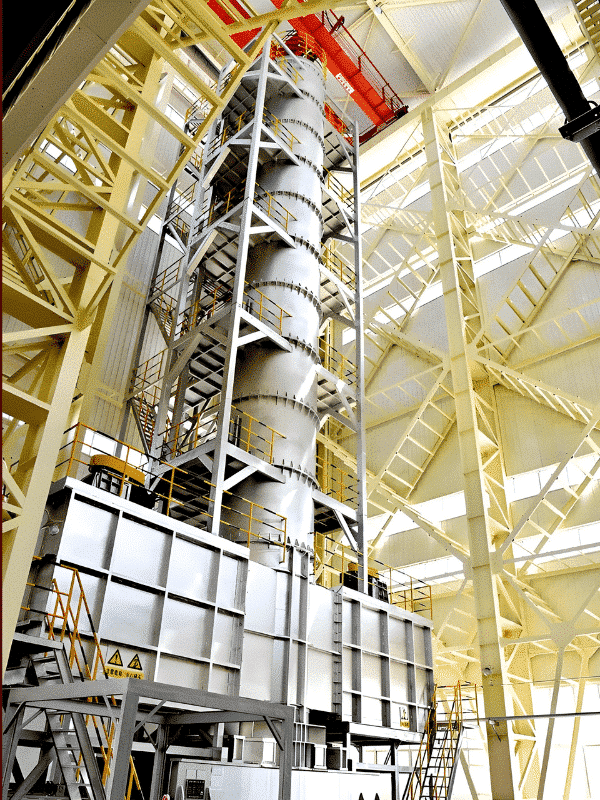
1. Smelten en continugieten
Hoogzuiver aluminium en legeringselementen worden gesmolten in de Smeltoven. Het gesmolten metaal stolt vervolgens tot een vaste, cilindrische vorm. Ronde staven met behulp van Continue gietapparatuur. Hierdoor wordt gegarandeerd dat het materiaal een uniforme samenstelling heeft en een dichte, fijnkorrelige structuur, wat essentieel is voor de verdere verwerking.
2. Pre-extrusie verwarming
De gegoten staven worden overgebracht naar een zeer nauwkeurige Verwarmingsoven (bijv. inductie- of gasoven) en verwarmd tot de vereiste extrusietemperatuur. Zorgvuldige temperatuurregeling in deze fase is cruciaal om de plasticiteit en ductiliteit van het aluminium te maximaliseren en ervoor te zorgen dat het materiaal correct stroomt tijdens de hogedruk-extrusiestap.
3. Holle vorming via extrusie
Het verhitte staafje wordt met behulp van een krachtige pers door een matrijs geduwd. Extrusiepers. Deze stap omvat Piercing, waarbij een doorn wordt gebruikt om het centrale gat te creëren, waardoor de massieve staaf wordt omgevormd tot een holle buismantel (vormen). De pers bepaalt de initiële buitendiameter en wanddikte.
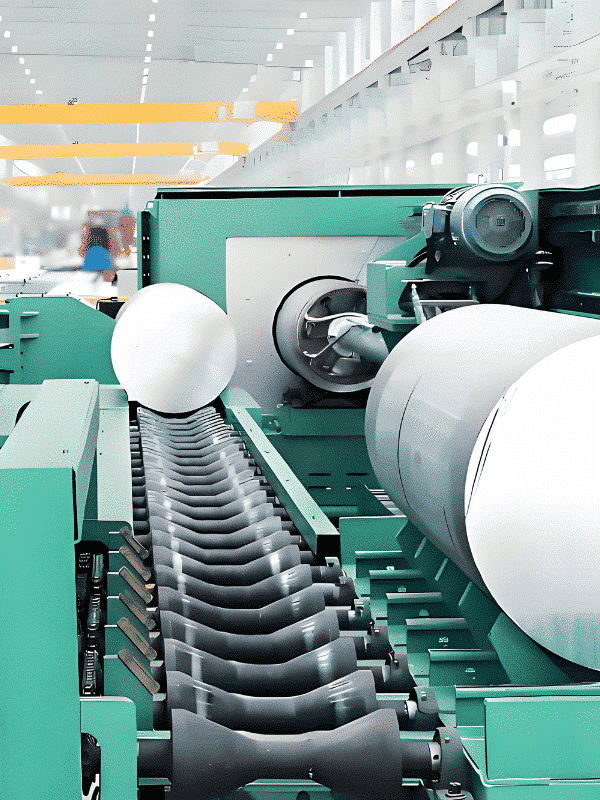
4. Precieze maatvoering en afwerking
Om de uiteindelijke, exacte wanddikte en buitendiameter te bereiken, wordt de buis verwerkt door een Koudwalserij(Mandrelmolen) of een Koudtrekbank. Dit koudbewerkingsproces verfijnt de korrelstructuur, verbetert de oppervlakteafwerking aanzienlijk en verhoogt de mechanische sterkte van de buis.
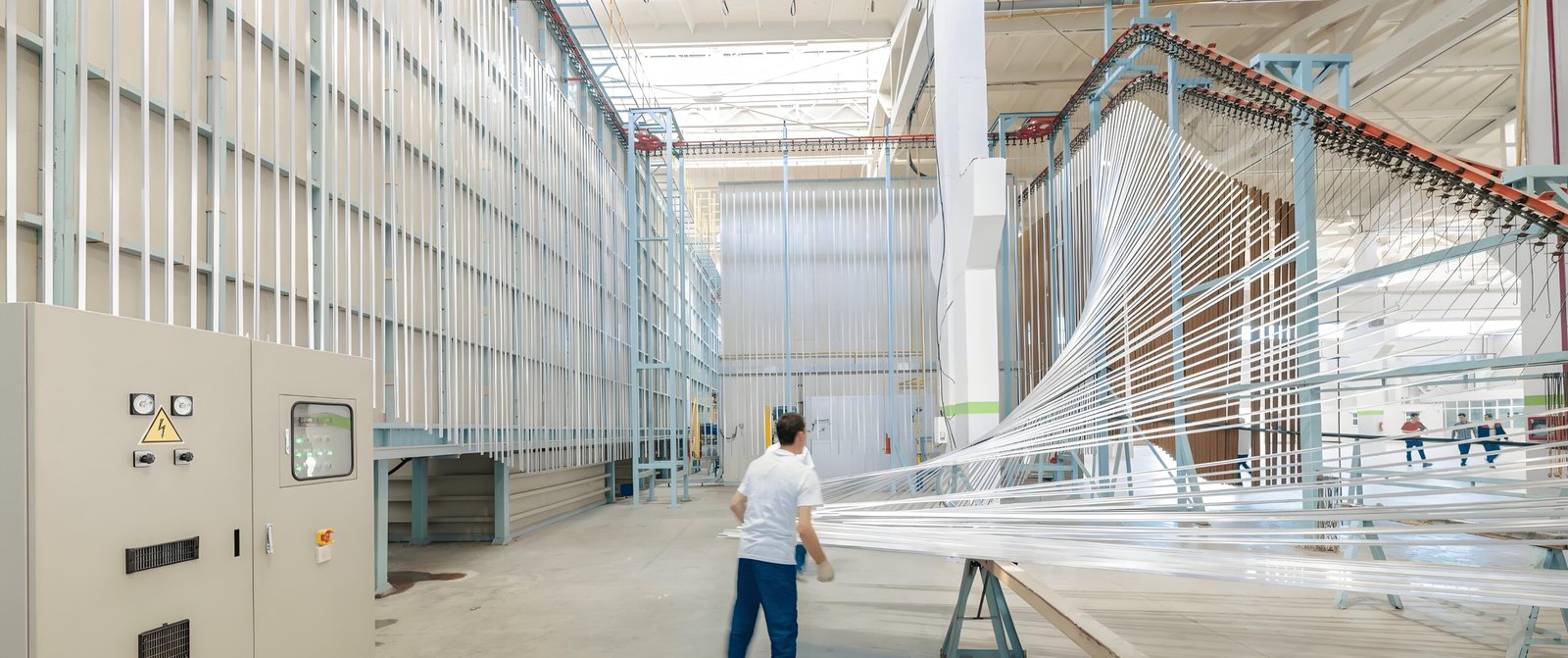
5. Rechttrekken
Na het koudvervormen hebben de buizen vaak een lichte kromming. Ze worden door een Rolrichter of een Stretch stijltang Om een perfecte lineaire uitlijning te garanderen. Dit is essentieel voor buizen die worden gebruikt in assemblage-, constructie- en hogesnelheidsbewerkingstoepassingen.
6. Verplichte kwaliteitsinspectie
Om de structurele integriteit te garanderen, ondergaat elke buis Niet-destructief onderzoek (NDO). Hierbij wordt vaak gebruik gemaakt van Wervelstroomapparatuur of Ultrasoon testapparatuur om interne gebreken, scheuren of onvolkomenheden te detecteren en te lokaliseren zonder het product te beschadigen.
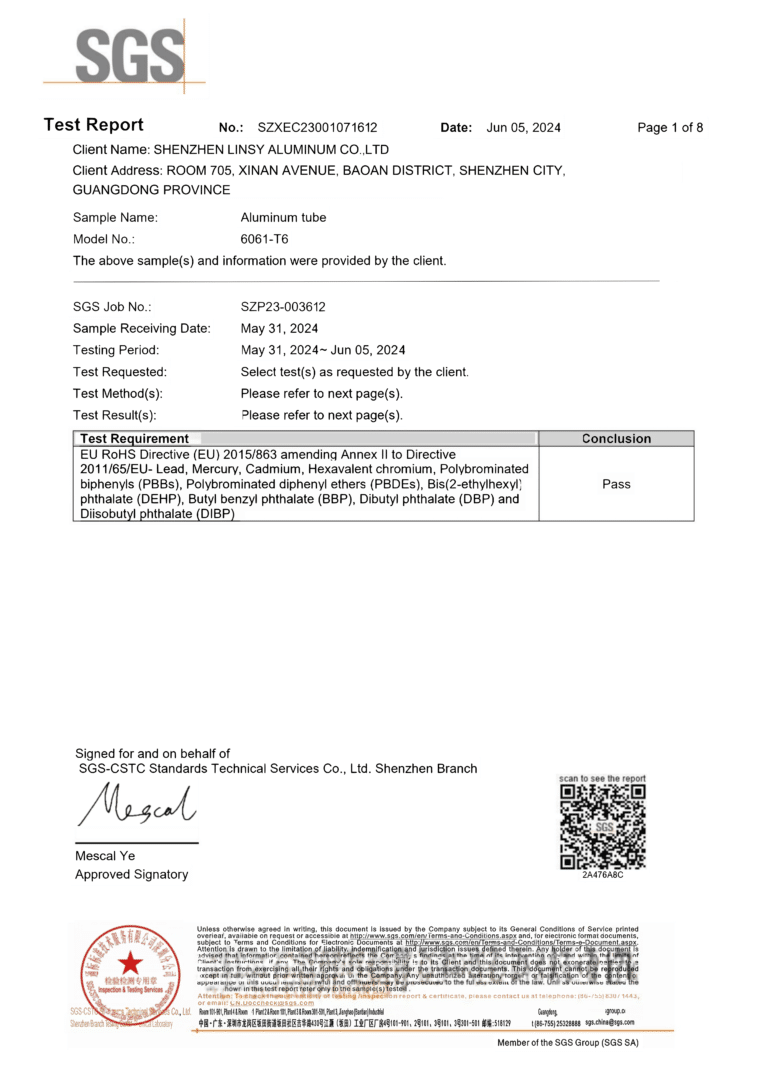
Certificering
Linsy Alu. heeft met succes de certificaten ISO 9001, ISO 14001, SGS en OHSAS 1800 behaald om de hoogste kwaliteit voor onze klanten te garanderen.